
Page 15 - MetalForming-Nov-2018-issue
P. 15
Curling Dies: Details Matter
Curling is a metalforming process used to form two edges into a hollow ring, which may be used to crimp a wire in an electrical terminal. Another type of curl forms one edge of the sheetmetal onto a flat plate, such as a door hinge.
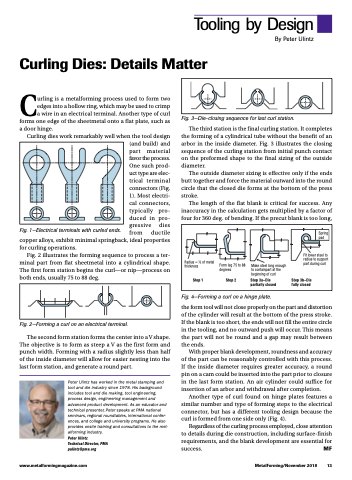
Fig. 3—Die-closing sequence for last curl station.
The third station is the final curling station. It completes the forming of a cylindrical tube without the benefit of an arbor in the inside diameter. Fig. 3 illustrates the closing sequence of the curling station from initial punch contact on the preformed shape to the final sizing of the outside diameter.
The outside diameter sizing is effective only if the ends butt together and force the material outward into the round circle that the closed die forms at the bottom of the press stroke.
The length of the flat blank is critical for success. Any inaccuracy in the calculation gets multiplied by a factor of four for 360 deg. of bending. If the precut blank is too long,
Curling dies work remarkably well when the tool design (and build) and part material favor the process. One such prod- uct type are elec- trical terminal connectors (Fig. 1). Most electri- cal connectors, typically pro- duced in pro- gressive dies from ductile copper alloys, exhibit minimal springback, ideal properties
for curling operations.
Fig. 2 illustrates the forming sequence to process a ter-
minal part from flat sheetmetal into a cylindrical shape. The first form station begins the curl—or nip—process on both ends, usually 75 to 88 deg.
Fig. 2—Forming a curl on an electrical terminal.
The second form station forms the center into a V shape. The objective is to form as steep a V as the first form and punch width. Forming with a radius slightly less than half of the inside diameter will allow for easier nesting into the last form station, and generate a round part.
Peter Ulintz has worked in the metal stamping and tool and die industry since 1978. His background includes tool and die making, tool engineering, process design, engineering management and advanced product development. As an educator and technical presenter, Peter speaks at PMA national seminars, regional roundtables, international confer- ences, and college and university programs. He also provides onsite training and consultations to the met- alforming industry.
Peter Ulintz
Technical Director, PMA pulintz@pma.org
Tooling by Design
By Peter Ulintz
Radius = 1⁄2 of metal thickness
Step 1
Form leg 75 to 88 degrees
Step 2
Make steel long enough to containpart at the beginning of curl
Step 3a–Die partially closed
Fit lower steel to radius to support part during curl
Step 3b–Die fully closed
Spring pad
Fig. 1—Electrical terminals with curled ends.
Fig. 4—Forming a curl on a hinge plate.
the form tool will not close properly on the part and distortion of the cylinder will result at the bottom of the press stroke. If the blank is too short, the ends will not fill the entire circle in the tooling, and no outward push will occur. This means the part will not be round and a gap may result between the ends.
With proper blank development, roundness and accuracy of the part can be reasonably controlled with this process. If the inside diameter requires greater accuracy, a round pin on a cam could be inserted into the part prior to closure in the last form station. An air cylinder could suffice for insertion of an arbor and withdrawal after completion.
Another type of curl found on hinge plates features a similar number and type of forming steps to the electrical connector, but has a different tooling design because the curl is formed from one side only (Fig. 4).
Regardless of the curling process employed, close attention to details during die construction, including surface-finish requirements, and the blank development are essential for success. MF
www.metalformingmagazine.com
MetalForming/November 2018 13
