
Page 21 - MetalForming December 2017
P. 21
No need for expensive tooling; instead, parts could be delivered in a few days, in any quantity.
Laser cutting provides this ability. With no dedicated tooling, material can be ordered and programming accomplished in less than one day– sometimes in just a few hours. Import the part shapes into the CAD/CAM sys- tem, orient and nest them to maximize material usage, and send the program off to the machine for processing. Need a change? Just tweak the program.
Worthington Specialty Processing (WSP) in Jackson, MI, traveled this route, installing a LaserCoil laser-blank- ing system in 2014.
“We can change over from steel to aluminum or other material types,” says Kyle Adams, WSP plant manager. “The leveler can handle advanced high- strength material as hard as 1200 Mpa.”
The company’s blanking system achieves changeout times of 5 to 7 min. as compared to 30 to 35-min. changeovers for the company’s conventional blank- ing dies.
New Materials Require New Methods
Use of lightweight material has increased across many industries, with advanced high-strength steels (AHSS) playing a significant role in the auto- motive sector. These steels are predict- ed to comprise as much as 40 percent of vehicle content on body and closures by 2025, which makes for some big changes on the pressroom floor.
AHSS requires greater tonnage dur- ing stamping, forcing manufacturers to consider future equipment needs in favor of larger, more expensive stamp- ing presses. Higher physical forces also take their toll on diesets and presses. Bearings and sliding surfaces wear more quickly, increasing the frequency of scheduled-maintenance downtime.
Another challenge: AHSS’ negative effect on edge quality. When stamping AHSS, microfractures form along part edges and often develop into splits during subsequent forming processes. Additionally, manufacturers using
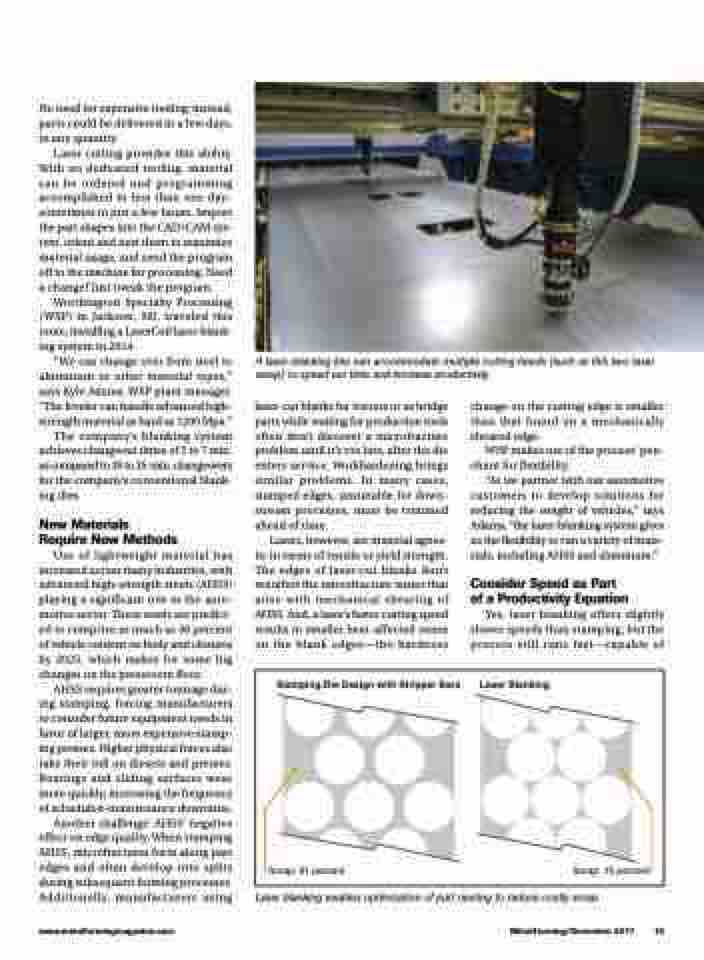
A laser-blanking line can accommodate multiple cutting heads (such as this two-laser setup) to speed cut time and increase productivity.
laser-cut blanks for tryouts or as bridge parts while waiting for production tools often don’t discover a microfracture problem until it’s too late, after the die enters service. Workhardening brings similar problems. In many cases, stamped edges, unsuitable for down- stream processes, must be trimmed ahead of time.
Lasers, however, are material agnos- tic in terms of tensile or yield strength. The edges of laser-cut blanks don’t manifest the microfracture issues that arise with mechanical shearing of AHSS. And, a laser’s faster cutting speed results in smaller heat-affected zones on the blank edges—the hardness
change on the cutting edge is smaller than that found on a mechanically sheared edge.
WSP makes use of the process’ pen- chant for flexibility.
“As we partner with our automotive customers to develop solutions for reducing the weight of vehicles,” says Adams, “the laser-blanking system gives us the flexibility to run a variety of mate- rials, including AHSS and aluminum.”
Consider Speed as Part of a Productivity Equation
Yes, laser blanking offers slightly slower speeds than stamping, but the process still runs fast—capable of
Stamping:Die Design with Stripper Bars Laser Blanking
Scrap: 61 percent
Scrap: 15 percent
www.metalformingmagazine.com
MetalForming/December 2017 19
Laser blanking enables optimization of part nesting to reduce costly scrap.
