
Page 32 - MetalForming August 2017
P. 32
6-kW Fiber Laser
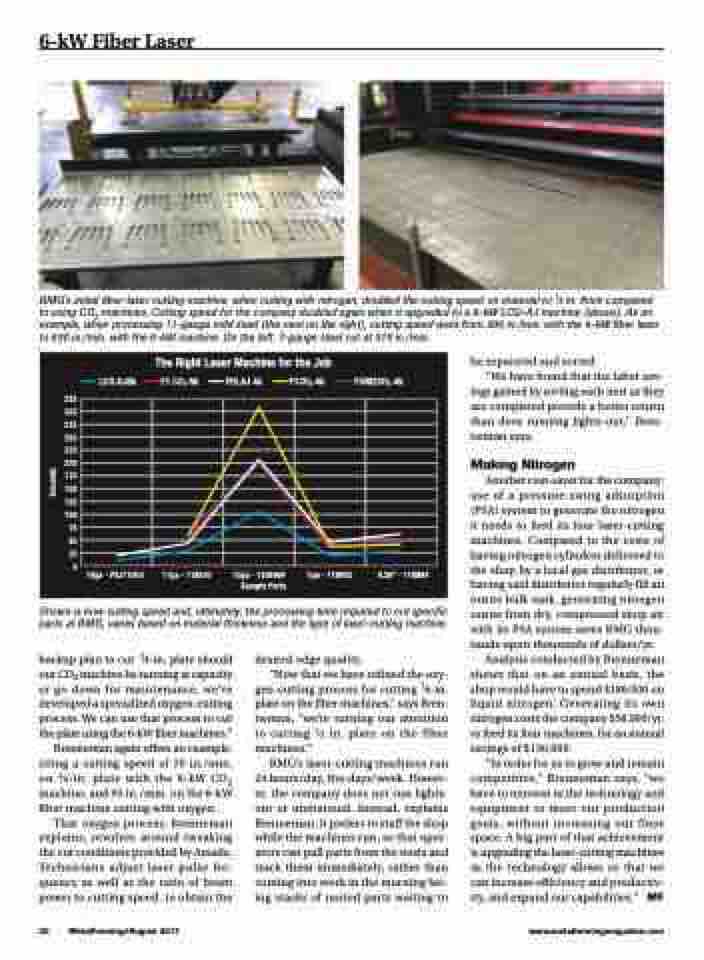
BMG’s initial fiber-laser cutting machine, when cutting with nitrogen, doubled the cutting speed on material to 1⁄8 in. thick compared to using CO2 machines. Cutting speed for the company doubled again when it upgraded to a 6-kW LCG-AJ machine (above). As an example, when processing 11-gauge mild steel (the nest on the right), cutting speed went from 300 in./min. with the 4-kW fiber laser to 630 in./min. with the 6-kW machine. On the left: 7-gauge steel cut at 310 in./min.
LCG AJ6k
F1 CO2 6k
FOLAJ 4k
F1CO2 4k
FOM2CO2 4k
The Right Laser Machine for the Job
325 300 275 250 225 200 175 150 125 100
75 50 25
0
14ga - P5J11064
11ga - 118540
10ga - 120696F Sample Parts
7ga - 118942
0.25" - 118894
Shown is how cutting speed and, ultimately, the processing time required to cut specific parts at BMG, varies based on material thickness and the type of laser-cutting machine.
be separated and sorted.
“We have found that the labor sav-
ings gained by sorting each nest as they are completed provide a better return than does running lights-out,” Bren- neman says.
Making Nitrogen
Another cost-saver for the company: use of a pressure-swing adsorption (PSA) system to generate the nitrogen it needs to feed its four laser-cutting machines. Compared to the costs of having nitrogen cylinders delivered to the shop by a local gas distributor, or having said distributor regularly fill an onsite bulk tank, generating nitrogen onsite from dry, compressed shop air with its PSA system saves BMG thou- sands upon thousands of dollars/yr.
Analysis conducted by Brenneman shows that on an annual basis, the shop would have to spend $186,000 on liquid nitrogen. Generating its own nitrogen costs the company $56,000/yr. to feed its four machines, for an annual savings of $130,000.
“In order for us to grow and remain competitive,” Brenneman says, “we have to reinvest in the technology and equipment to meet our production goals, without increasing our floor space. A big part of that achievement is upgrading the laser-cutting machines as the technology allows so that we can increase efficiency and productiv- ity, and expand our capabilities.” MF
backup plan to cut 3⁄8-in. plate should our CO2 machine be running at capacity or go down for maintenance, we’ve developed a specialized oxygen-cutting process. We can use that process to cut the plate using the 6-kW fiber machines.”
Brenneman again offers an example, citing a cutting speed of 70 in./min. on 3⁄8-in. plate with the 6-kW CO2 machine, and 95 in./min. on the 6-kW fiber machine cutting with oxygen.
That oxygen process, Brenneman explains, revolves around tweaking the cut conditions provided by Amada. Technicians adjust laser-pulse fre- quency as well as the ratio of beam power to cutting speed, to obtain the
desired edge quality.
“Now that we have refined the oxy-
gen-cutting process for cutting 3⁄8-in. plate on the fiber machines,” says Bren- neman, “we’re turning our attention to cutting 1⁄2 in. plate on the fiber machines.”
BMG’s laser-cutting machines run 24 hours/day, five days/week. Howev- er, the company does not run lights- out or unmanned. Instead, explains Brenneman, it prefers to staff the shop while the machines run, so that oper- ators can pull parts from the nests and stack them immediately, rather than coming into work in the morning fac- ing stacks of nested parts waiting to
30 MetalForming/August 2017
www.metalformingmagazine.com
Seconds
