
Page 39 - MetalForming February 2016
P. 39
Press Energy and Deep Drawing
Tooling by Design
By Peter Ulintz
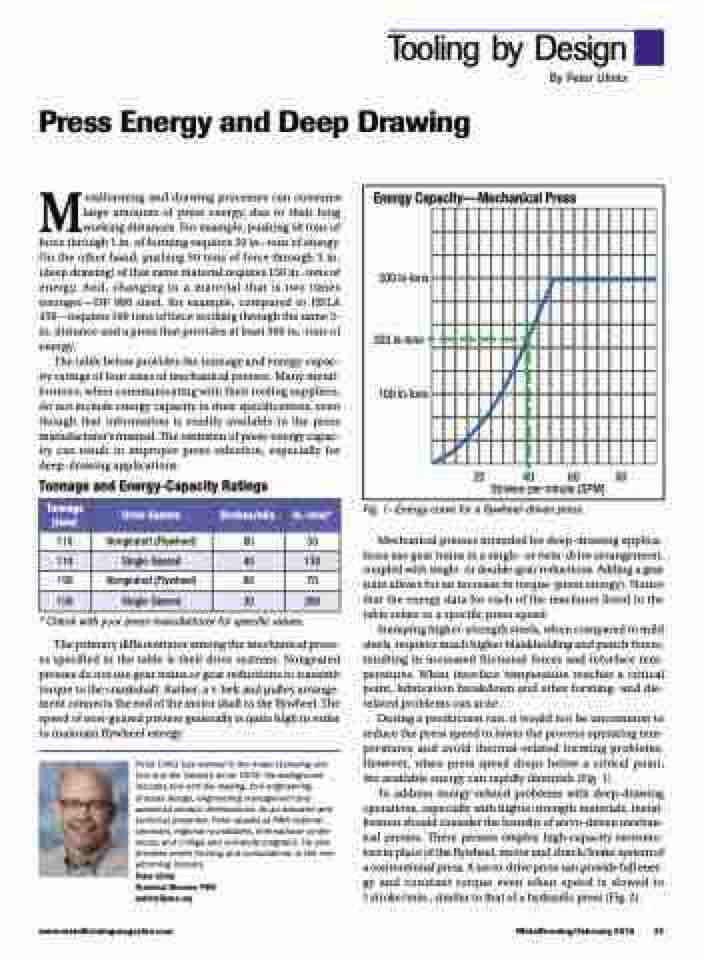
Energy Capacity—Mechanical Press
300 in-tons
200 in-tons
100 in-tons
20 40 60 80 Strokes-per-minute (SPM)
Metalforming and drawing processes can consume large amounts of press energy, due to their long working distances. For example, pushing 50 tons of force through 1 in. of forming requires 50 in.-tons of energy. On the other hand, pushing 50 tons of force through 3 in. (deep drawing) of that same material requires 150 in.-tons of energy. And, changing to a material that is two times stronger—DP 980 steel, for example, compared to HSLA 350—requires 100 tons of force working through the same 3- in. distance and a press that provides at least 300 in.-tons of energy.
The table below provides the tonnage and energy-capac- ity ratings of four sizes of mechanical presses. Many metal- formers, when communicating with their tooling suppliers, do not include energy capacity in their specifications, even though that information is readily available in the press manufacturer’s manual. The omission of press-energy capac- ity can result in improper press selection, especially for deep-drawing applications.
Tonnage and Energy-Capacity Ratings
* Check with your press manufacturer for specific values.
The primary differentiator among the mechanical press- es specified in the table is their drive systems. Nongeared presses do not use gear trains or gear reductions to transmit torque to the crankshaft. Rather, a v-belt and pulley arrange- ment connects the end of the motor shaft to the flywheel. The speed of non-geared presses generally is quite high in order to maintain flywheel energy.
Peter Ulintz has worked in the metal stamping and tool and die industry since 1978. His background includes tool and die making, tool engineering, process design, engineering management and advanced product development. As an educator and technical presenter, Peter speaks at PMA national seminars, regional roundtables, international confer- ences, and college and university programs. He also provides onsite training and consultations to the met- alforming industry.
Peter Ulintz
Technical Director, PMA pulintz@pma.org
Fig. 1—Energy curve for a flywheel-driven press.
Mechanical presses intended for deep-drawing applica- tions use gear trains in a single- or twin-drive arrangement, coupled with single- or double-gear reductions. Adding a gear train allows for an increase in torque (press energy). Notice that the energy data for each of the machines listed in the table relate to a specific press speed.
Stamping higher-strength steels, when compared to mild steels, requires much higher blankholding and punch forces, resulting in increased frictional forces and interface tem- peratures. When interface temperature reaches a critical point, lubrication breakdown and other forming- and die- related problems can arise.
During a production run, it would not be uncommon to reduce the press speed to lower the process operating tem- peratures and avoid thermal-related forming problems. However, when press speed drops below a critical point, the available energy can rapidly diminish (Fig. 1).
To address energy-related problems with deep-drawing operations, especially with higher-strength materials, metal- formers should consider the benefits of servo-driven mechan- ical presses. These presses employ high-capacity servomo- tors in place of the flywheel, motor and clutch/brake system of a conventional press. A servo-drive press can provide full ener- gy and constant torque even when speed is slowed to 1 stroke/min., similar to that of a hydraulic press (Fig. 2).
Tonnage (tons)
Drive System
Strokes/min.
In.-tons*
110
Nongeared (Flywheel)
80
50
110
Single-Geared
40
130
150
Nongeared (Flywheel)
80
70
150
Single-Geared
30
200
www.metalformingmagazine.com
MetalForming/February 2016 37
