
Page 32 - MetalForming June 2015
P. 32
Faster,
Yet Safer
Press Brakes
As technology has evolved, so has the ability for press brakes to fulfill a complex task: improve operator safety and productivity at the same time.
BY LOUIS A. KREN, SENIOR EDITOR
Any process that requires bending and shaping of sheet- metal is inherently dangerous. Of course, modern production requires economy and efficiency; but can machinery ensure worker safety and simultaneously meet ever-increasing production needs? That question has been at the root of safety efforts in metalforming and fabricating machinery for decades.
Press brakes offer no exception, and today, hard work spurred by that question undoubtedly has paid off. The evo- lution of press-brake safety continues, as press-brake man- ufacturers introduce new ways to address worker safety without sacrificing machine prowess. How has press-brake safety evolved? MetalForming took that question to the press-brake community.
Why do Press Brakes Demand Such Safety Scrutiny?
Powered presses, both stamping presses and press brakes, present a particular challenge due to the nature of the work, according to Tom Bailey, TruBend product manager for Trumpf Inc., Farmington, CT.
“These machines (unless fully automated) require machine operators to work very closely with the equip- ment,” he says. “In the case of CNC press brakes, production cannot occur without the operator’s hands constantly in near proximity to a danger zone.”
Consider these three categories of press-brake dangers:
1) The danger of the hydraulic or electric-powered press beam, where force is generated and the tooling comes togeth- er to form a part.
2) Danger of injury from the part being produced. The part must be handled during production and it will move during
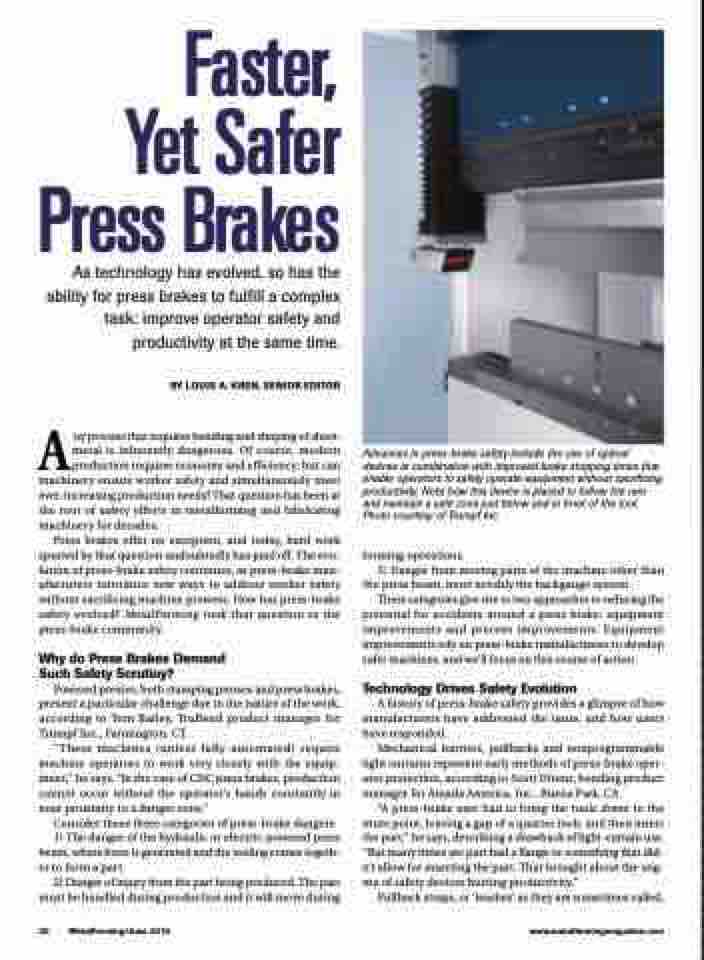
Advances in press-brake safety include the use of optical devices in combination with improved brake stopping times that enable operators to safely operate equipment without sacrificing productivity. Note how this device is placed to follow the ram and maintain a safe zone just below and in front of the tool. Photo courtesy of Trumpf Inc.
forming operations.
3) Danger from moving parts of the machine other than
the press beam, most notably the backgauge system.
These categories give rise to two approaches to reducing the potential for accidents around a press brake: equipment improvements and process improvements. Equipment improvements rely on press-brake manufacturers to develop
safer machines, and we’ll focus on this course of action.
Technology Drives Safety Evolution
A history of press-brake safety provides a glimpse of how manufacturers have addressed the issue, and how users have responded.
Mechanical barriers, pullbacks and nonprogrammable light curtains represent early methods of press-brake oper- ator protection, according to Scott Ottens, bending product manager for Amada America, Inc., Buena Park, CA.
“A press-brake user had to bring the tools down to the mute point, leaving a gap of a quarter inch, and then insert the part,” he says, describing a drawback of light-curtain use. “But many times are part had a flange or something that did- n’t allow for inserting the part. That brought about the stig- ma of safety devices hurting productivity.”
Pullback straps, or ‘leashes’ as they are sometimes called,
30 MetalForming/June 2015
www.metalformingmagazine.com
