
Page 30 - MetalForming June 2014
P. 30
Common Controls Simplify Spinning
About Ratliff Metal Spinning
Ratliff Metal Spinning (RMS) pro- vides parts for lighting, restaurant ven- tilation, commercial foodservice, aircraft and agricultural clients, among others. Materials worked include aluminum and stainless steels of various grades, carbon steel, aluminized and galvanized steel, brass and copper, in thicknesses to about 1⁄8 in. Part runs at RMS range from one-off prototypes and special fabrications to as many as 3000.
Backing the firm’s seven spinning workcells are 10 manual spinning lathes with swing capacities to 82 in. and a variety of tooling and machining equipment including a CNC machine lathe, vertical mill, additional lathes, and grinding, drilling and cutting equipment. Ratliff also boasts a stocked roster of fabrication machinery including mechanical and hydraulic presses, shears, a press brake and a CNC turret punch press.
“With the (retrofits to new metal-spinning) software and controls, we have seen pro- ductivity gains in all areas of machine operation, and gained a newfound sense of confi- dence in the machines’ capabilities,” says RMS president Mike Ratliff.
namely the ability to edit, are a major plus for RMS.
“In the old days, a user would teach- in, the software would record it and, ultimately, it would create a part pro- gram,” explains Lorentzen. “But the user could never change the program after recording, and instead would have to teach-in all over again. Not any- more. This system allows corrections at any point after teach-in.”
Adds Ratliff: “During programming, the ability to edit the traced mandrel and set position limits, to allow for material thinout and spinover, makes deep draws less daunting. And, the Microsoft Office-style program-edit- ing features make it possible to recon- struct every element of a taught pro- gram, turning any sloppy, inefficient program into one you can be proud of. That program then can be trans- ferred to another machine, eliminating the need to program the other machine at all.
“The best part,” continues Ratliff, citing the biggest advantage to the new controls for his company: “All editing can be performed offline while the machine operates. This minimizes lost time due to program editing.”
Another benefit of the control retro- fits at RMS is the MJC Touch-Soft method, as Lorentzen calls it. This allows operators to ‘eyeball’ hydraulic
slides in position, and then touch two positions on the mandrel. From those two touched positions, the software knows the exact location of the mandrel and adjusts the part program to pro- duce the part. This allows repeat of programs and a steep drop in setup time and scrap. With this innovation, only minor adjustments may be required, with the first part being ideal or close to ideal, says Lorentzen. Before, if the mandrel was not positioned exactly as in the original program, a
new program had to be taught-in. “Now, users can be running part jobs in a few minutes instead of a few
hours,” Lorentzen says.
The ease of use and advantages of
this capability impress Ratliff. “During setups or roller changes, setting tool position is quick and accu- rate using the touch-off tool calibra-
28 MetalForming/June 2014
www.metalformingmagazine.com
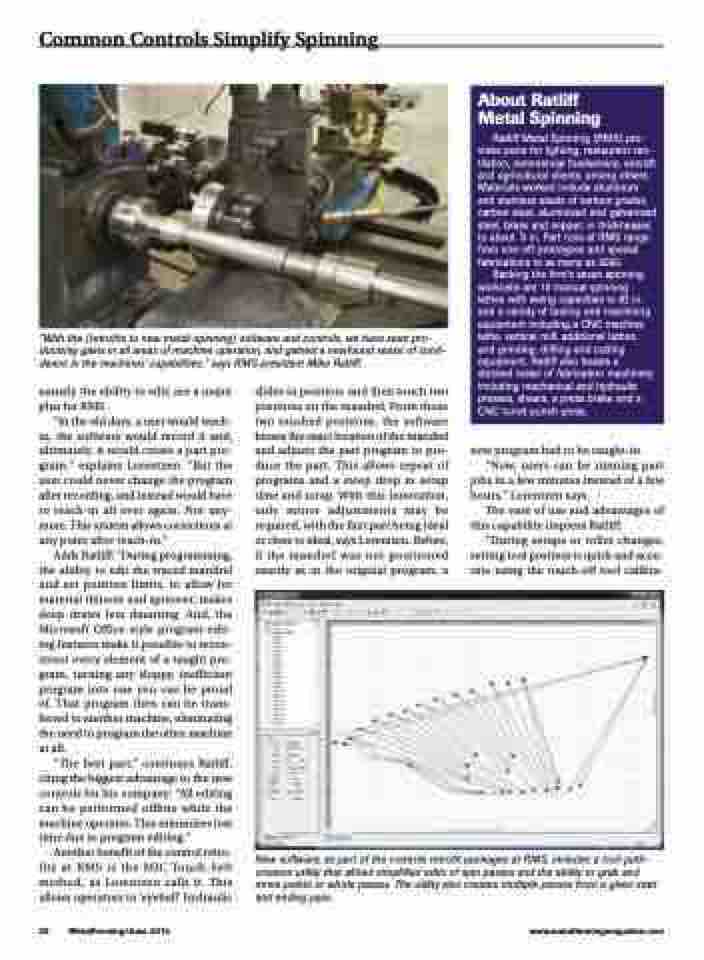
New software, as part of the controls retrofit packages at RMS, includes a tool-path- creation utility that allows simplified edits of spin passes and the ability to grab and move points or whole passes. The utility also creates multiple passes from a given start and ending pass.
