
Page 20 - MetalForming May 2014
P. 20
Advanced High Strength Steels
from production of the steel all the way to vehicle recycling.
Metallurgy: Conventional low- and high-strength steels have a single- phase ferrite microstructure. In com- parison, AHSS microstructures contain one or more phases other than ferrite, including martensite, bainite, austen- ite, retained austenite and other con- figurations of grain modification. Explanations of each type of AHSS pro- vide an understanding of the mechan- ical properties and forming behavior
of the different steels. Highlighted is the tremendous progress made to improve ductility while preserving strength levels.
Mechanical Properties: Many OEMs hand production and even die design and build off to their Tier 1 and lower suppliers. Thus, suppliers must under- stand not only the three commonly used properties of yield strength, ten- sile strength and total elongation, but also less familiar terms such as workhardening (n-value), diffuse
(width) necking, local (through-thick- ness) necking and strain-rate harden- ing. Global ordering and shipping of steels becomes more demanding as different parts of the world use different procedures to measure the same prop- erties. Test procedures for total elon- gation, for example, may require 2- or 3-in. gauge lengths plus different widths. So, a single steel sample could have a total elongation of 34 percent or 39 percent depending on the active test procedure.
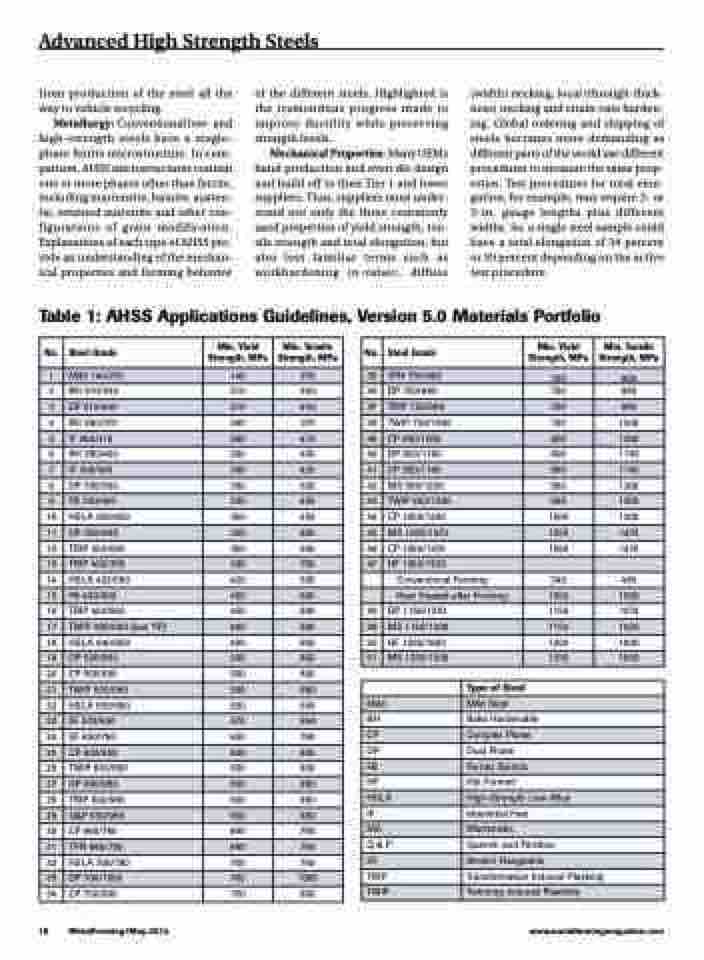
Table 1: AHSS Applications Guidelines, Version 5.0 Materials Portfolio
No.
Steel Grade
Min. Yield Strength, MPa
Min. Tensile Strength, MPa
1
Mild 140/270
140
270
2
BH 210/340
210
340
3
DP 210/440
210
440
4
BH 260/370
260
370
5
IF 260/410
260
410
6
BH 280/400
280
400
7
IF 300/420
300
420
8
DP 300/500
300
500
9
FB 330/450
330
450
10
HSLA 350/450
350
450
11
DP 350/600
350
600
12
TRIP 350/600
350
600
13
TRIP 400/700
400
700
14
HSLA 420/500
420
500
15
FB 450/600
450
600
16
TRIP 450/800
450
800
17
TWIP 480/900 (low YP)
480
900
18
HSLA 490/600
490
600
19
DP 500/800
500
800
20
CP 500/800
500
800
21
TWIP 500/980
500
980
22
HSLA 550/650
550
650
23
SF 570/640
570
640
24
SF 600/780
600
780
25
CP 600/900
600
900
26
TWIP 600/900
600
900
27
DP 600/980
600
980
28
TRIP 600/980
600
980
29
Q&P 650/980
650
980
30
CP 680/780
680
780
31
TPN 680/780
680
780
32
HSLA 700/780
700
780
33
DP 700/1000
700
1000
34
CP 750/900
750
900
No.
Steel Grade
Min. Yield Strength, MPa
Min. Tensile Strength, MPa
35
TPN 750/900
750
900
36
DP 750/980
750
980
37
TRIP 750/980
750
980
38
TWIP 750/1000
750
1000
39
CP 800/1000
800
1000
40
DP 800/1180
800
1180
41
CP 850/1180
850
1180
42
MS 950/1200
950
1200
43
TWIP 950/1200
950
1200
44
CP 1000/1200
1000
1200
45
MS 1050/1470
1050
1470
46
CP 1050/1470
1050
1470
47
HF 1050/1500
Conventional Forming
340
480
Heat Treated after Forming
1050
1500
48
DP 1150/1270
1150
1270
49
MS 1150/1400
1150
1400
50
HF 1200/1900
1200
1900
51
MS 1250/1500
1250
1500
Type of Steel
Mild
Mild Steel
BH
Bake Hardenable
CP
Complex Phase
DP
Dual Phase
FB
Ferritic Bainitic
HF
Hot Formed
HSLA
High-Strength Low-Alloy
IF
Interstitial Free
MS
Martensitic
Q&P
Quench and Partition
SF
Stretch Flangeable
TRIP
Transformation Induced Plasticity
TWIP
Twinning Induced Plasticity
18 MetalForming/May 2014 www.metalformingmagazine.com
