
Page 21 - MetalForming March 2014
P. 21
the local labor market nearly dry. More capacity was needed, and fast, as sales kept coming in.
For several years, TCR Metalforming Solutions, Wisconsin Rapids, WI, had supplied Tenere with Aida presses, feed lines and other capital equipment. When contacted again to partner with Tenere, TCR president Todd Wenzel recommended new controls rather than more new presses. “I knew the new owners from Watermill were encouraging investment in technology, and were more open to new ideas than the previous owners had been,” says Wenzel. “We recommended adding new automation controls (from Link Systems, Nashville TN), to the presses they already had, in order to get more out of the machines.”
Sensors, Too
In addition to new press controls, TCR also recommended adding a sen- sor lab to Tenere’s operation and task- ing one of the firm’s toolmakers to focus on in-die sensor applications to fur- ther optimize press productivity.
“We felt that this approach would provide a more systematic method of applying sensors to tooling and provide better results,” Wenzel says. “We have seen that the stampers who dedicate one person to be responsible for in- die sensing have the most success. We asked the toolroom manager to rec- ommend an experienced toolmaker who would be up to the challenge of learning how to take sensor technolo- gy on the tooling to a high level. The success of the equipment we installed would rely in part on us being able to train him to take full advantage of the technology.”
Stepping up to the plate was an experienced Tenere toolmaker ready to take on a new role. “The company had made use of sensors in the past, but nothing to the level it was now get- ting into,” Wenzel says. “It was a new challenge, one that it looked forward to spending time on in order to prevent crashes rather than repairing crashed tools.”
Testing the Concept
Tenere’s goal: to pursue a growth strategy that involves different layers of simultaneous investment, optimizing performance with its existing equip- ment and footprint while adding new equipment and facilities to extend capabilities and capacity. Incremental investments in controls and sensors help the firm drive performance and customer satisfaction.
The first press selected for imple- menting the new controls was one of the busiest in a building full of busy presses. TCR installed a Link Systems’ 5100 AMC, (Automation Machine Con- trol) to the press, with 16 channels of die protection, 16 programmable-limit switches, a high-end tonnage monitor and communication for the servo feeds in use.
“This gave Tenere capacity for near- term needs,” says Wenzel, “but we knew the equipment was scalable so it could add even more capacity as the die-pro- tection program took off. It was con- sidering the use of analog measuring sensors, as well as investigating servo- press technology. The Link control sup- ports both of those future anticipated needs.”
In addition, discussions with Tenere’s production manager and maintenance manager revealed a need for more-efficient scrap removal and die lubrication. So, TCR added a Mayfran Shuffle Drive press-mounted
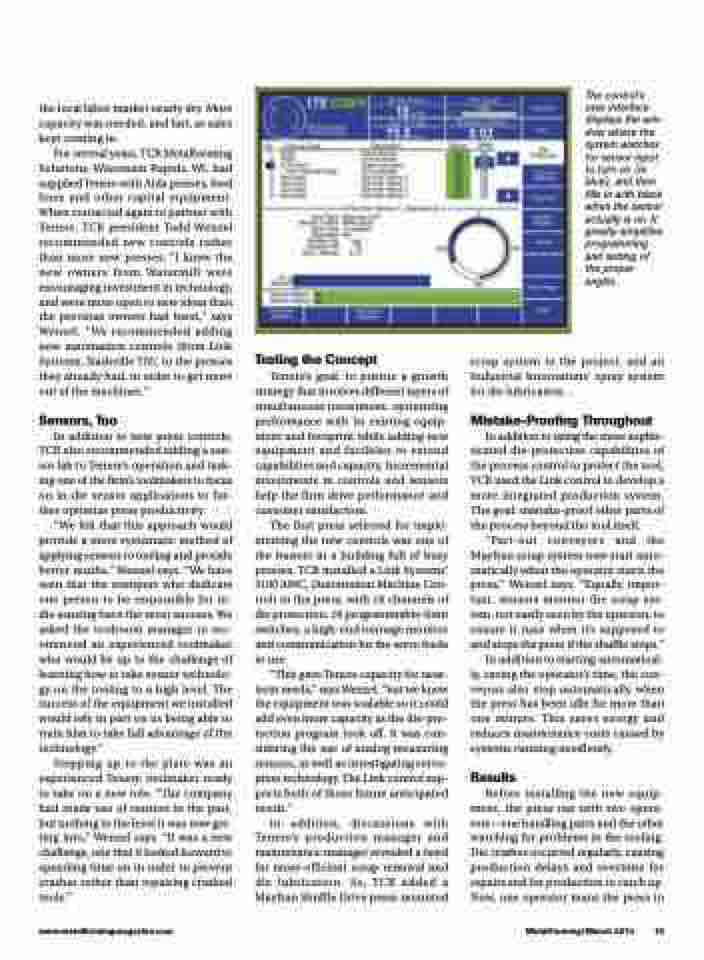
The control‘s user interface displays the win- dow where the system watches for sensor input to turn on (in blue), and then fills in with black when the sensor actually is on. It greatly simplifies programming and setting of the proper angles.
scrap system to the project, and an Industrial Innovations’ spray system for die lubrication.
Mistake-Proofing Throughout
In addition to using the more sophis- ticated die-protection capabilities of the process control to protect the tool, TCR used the Link control to develop a more integrated production system. The goal: mistake-proof other parts of the process beyond the tool itself.
“Part-out conveyors and the Mayfran scrap system now start auto- matically when the operator starts the press,” Wenzel says. “Equally impor- tant, sensors monitor the scrap sys- tem, not easily seen by the operator, to ensure it runs when it’s supposed to and stops the press if the shuffle stops.”
In addition to starting automatical- ly, saving the operator’s time, the con- veyors also stop automatically when the press has been idle for more than one minute. This saves energy and reduces maintenance costs caused by systems running needlessly.
Results
Before installing the new equip- ment, the press ran with two opera- tors—one handling parts and the other watching for problems in the tooling. Die crashes occurred regularly, causing production delays and overtime for repairs and for production to catch up. Now, one operator mans the press to
www.metalformingmagazine.com
MetalForming/March 2014 19
