
Page 44 - MetalForming August 2013
P. 44
Tooling Technology
A Die Shop
in Transition
Use of CNC machining fast-tracked the latest project
at Cleveland’s Imperial Die & Manufacturing—a pair of 144-in. progressive dies that feature in-die tapping and clinching capabilities.
The Lapossy brothers who own and manage Imperial Die & Man- ufacturing, Cleveland, OH, knew they had a unique opportunity when a long-time OEM customer in the build- ing-hardware industry dug in and refused to outsource its latest stamping project to China. To protect its intel- lectual property, the OEM awarded Imperial the contract to design and build a pair of large 144-in. progressive dies for stamping electrical boxes. The job occupied much of Imperial’s die- build capacity throughout 2012.
The Lapossys—Ron and Ken (two years the elder)—have been building dies at Imperial since 1959. “We built a lot of fourslide tooling back then,” recalls Ron, who notes that the firm has come a long way since its original 2000-sq.-ft. Cleveland location. Among its long-time die customers (besides the building-hardware OEM men- tioned above): an OEM manufacturer of decorative tailpipe extensions for the automotive exhaust market, and a thermostat manufacturer serving the appliance industry.
Describing the electrical-box dies
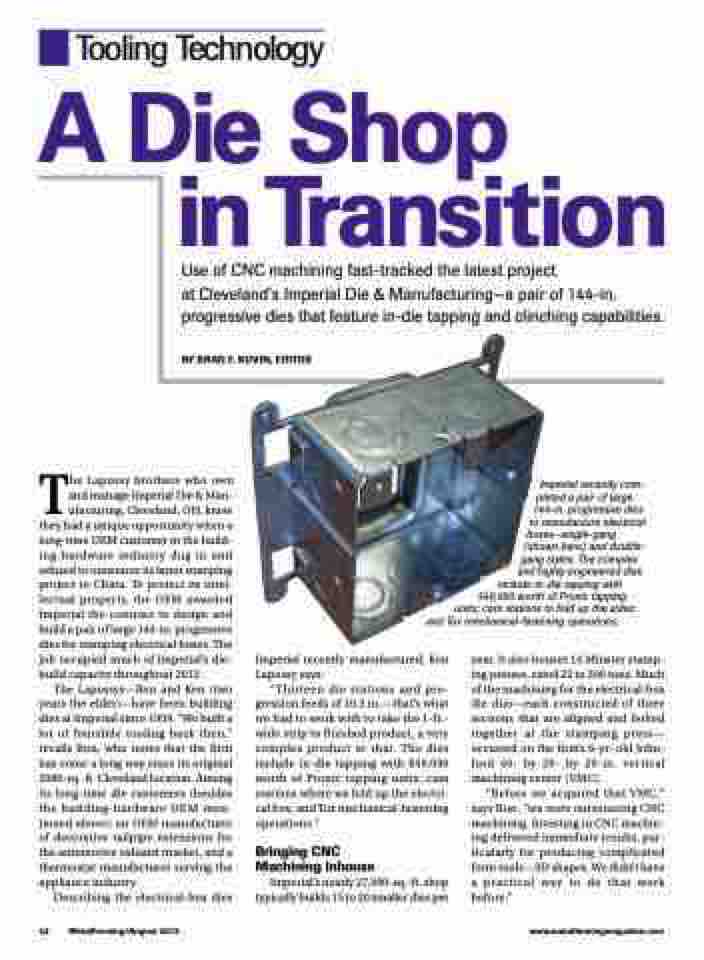
Imperial recently com- pleted a pair of large
144-in. progressive dies to manufacture electrical
boxes—single-gang (shown here) and double-
gang styles. The complex and highly engineered dies
include in-die tapping with $40,000 worth of Pronic tapping
units; cam stations to fold up the sides; and Tox mechanical-fastening operations.
42 MetalForming/August 2013
www.metalformingmagazine.com
BY BRAD F. KUVIN, EDITOR
Imperial recently manufactured, Ken Lapossy says:
“Thirteen die stations and pro- gression feeds of 10.5 in.—that’s what we had to work with to take the 1-ft.- wide strip to finished product, a very complex product at that. The dies include in-die tapping with $40,000 worth of Pronic tapping units; cam stations where we fold up the electri- cal box; and Tox mechanical-fastening operations.”
Bringing CNC Machining Inhouse
Imperial’s nearly 27,000-sq.-ft. shop typically builds 15 to 20 smaller dies per
year. It also houses 14 Minster stamp- ing presses, rated 22 to 300 tons. Much of the machining for the electrical-box die duo—each constructed of three sections that are aligned and bolted together at the stamping press— occurred on the firm’s 6-yr.-old John- ford 40- by 20- by 20-in. vertical machining center ( VMC).
“Before we acquired that VMC,” says Ron, “we were outsourcing CNC machining. Investing in CNC machin- ing delivered immediate results, par- ticularly for producing complicated form tools—3D shapes. We didn’t have a practical way to do that work before.”
