
Page 24 - MetalForming June 2013
P. 24
New Lubricants
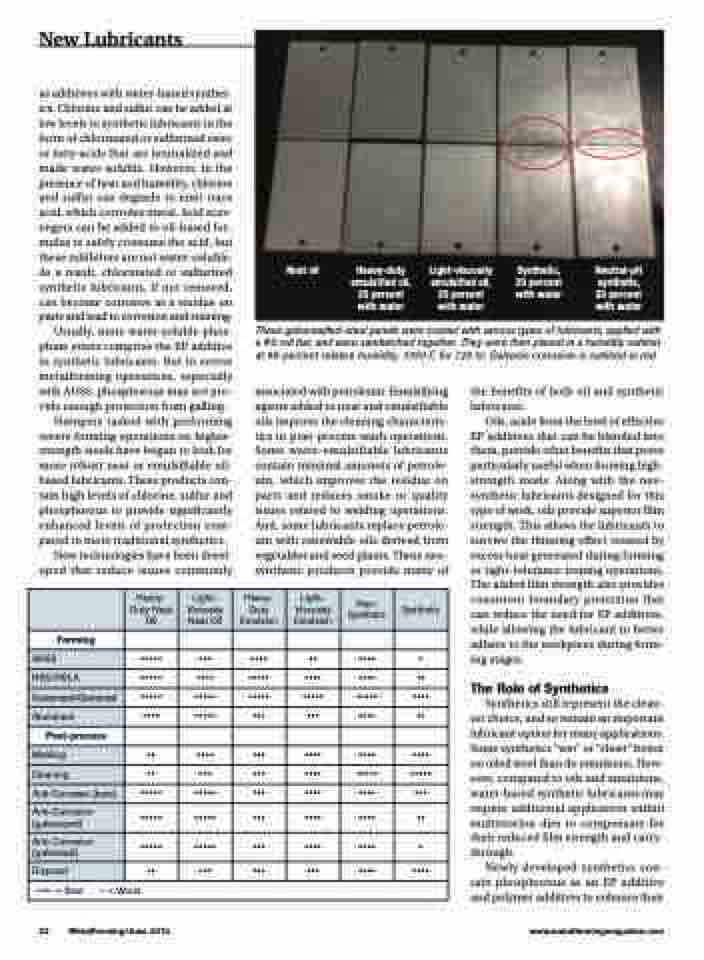
Neat oil Heavy-duty emulsified oil,
20 percent with water
Light-viscosity emulsified oil, 20 percent with water
Synthetic, 20 percent with water
Neutral-pH synthetic, 20 percent with water
as additives with water-based synthet- ics. Chlorine and sulfur can be added at low levels to synthetic lubricants in the form of chlorinated or sulfurized ester or fatty acids that are neutralized and made water-soluble. However, in the presence of heat and humidity, chlorine and sulfur can degrade to emit trace acid, which corrodes metal. Acid scav- engers can be added to oil-based for- mulas to safely consume the acid, but these inhibitors are not water-soluble. As a result, chlorinated or sulfurized synthetic lubricants, if not removed, can become corrosive as a residue on parts and lead to corrosion and staining.
Usually, more water-soluble phos- phate esters comprise the EP additive in synthetic lubricants. But in severe metalforming operations, especially with AHSS, phosphorous may not pro- vide enough protection from galling.
Stampers tasked with performing severe forming operations on higher- strength steels have begun to look for more robust neat or emulsifiable oil- based lubricants. These products con- tain high levels of chlorine, sulfur and phosphorous to provide significantly enhanced levels of protection com- pared to more traditional synthetics.
New technologies have been devel- oped that reduce issues commonly
These galvanealled-steel panels were coated with various types of lubricants, applied with a #0 roll bar, and were sandwiched together. They were then placed in a humidity cabinet at 98-percent relative humidity, 1050 F, for 120 hr. Galvanic corrosion is outlined in red.
associated with petroleum. Emulsifying agents added to neat and emulsifiable oils improve the cleaning characteris- tics in post-process wash operations. Some water-emulsifiable lubricants contain minimal amounts of petrole- um, which improves the residue on parts and reduces smoke or quality issues related to welding operations. And, some lubricants replace petrole- um with renewable oils derived from vegetables and seed plants. These neo- synthetic products provide many of
the benefits of both oil and synthetic lubricants.
Oils, aside from the level of effective EP additives that can be blended into them, provide other benefits that prove particularly useful when forming high- strength steels. Along with the neo- synthetic lubricants designed for this type of work, oils provide superior film strength. This allows the lubricants to survive the thinning effect created by excess heat generated during forming or tight-tolerance ironing operations. The added film strength also provides consistent boundary protection that can reduce the need for EP additives, while allowing the lubricant to better adhere to the workpiece during form- ing stages.
The Role of Synthetics
Synthetics still represent the clean- est choice, and so remain an important lubricant option for many applications. Some synthetics “wet” or “sheet” better on oiled steel than do emulsions. How- ever, compared to oils and emulsions, water-based synthetic lubricants may require additional application within multistation dies to compensate for their reduced film strength and carry- through.
Newly developed synthetics con- tain phosphorous as an EP additive and polymer additives to enhance their
Heavy- Duty Neat Oil
Light- Viscosity Neat Oil
Heavy- Duty Emulsion
Light- Viscosity Emulsion
Neo- Synthetic
Synthetic
Forming
AHSS
•••••
•••
••••
••
••••
•
HSS/HSLA
•••••
••••
•••••
••••
••••
••
Galvanized/Galvaneal
•••••
•••••
•••••
•••••
•••••
••••
Aluminum
••••
•••••
•••
•••
••••
••
Post-process
Welding
••
••••
•••
••••
••••
••••
Cleaning
••
•••
•••
••••
•••••
•••••
Anti-Corrosion (bare)
•••••
•••••
•••
••••
••••
•••
Anti-Corrosion (galvanized)
•••••
•••••
•••
••••
••••
••
Anti-Corrosion (galvaneal)
•••••
•••••
•••
••••
••••
•
Disposal
••
•••
•••
•••
••••
••••
••••• = Best • = Worst
22 MetalForming/June 2013
www.metalformingmagazine.com
