
Page 19 - MetalForming May 2013
P. 19
2003 FMVSS 301 50 MPH 50%
1991 FMVSS 208 30 MPH Front
1995 IIHS
40 MPH 40%
2000 SINCAP 38.5 MPH Side
4.
2009 IIHS
0XGVW
2006 FMVSS301 55 MPH 70%
2012 FMVSS 216 3.0 X GVW
1990 1995 2000 2005 2010
1990 FMVSS 214 Side
1994 FMVSS 216 1.5X GVW
1997 FMVSS 201 Side Pole
2003 USNCAP 35 MPH Front
2006
IHSS Side Higher, Heavier Barrier
The combination of stamping defor- mation and aging resulted in steels with higher final yield strength in the body panels. The effect was linear, so if an exterior body panel formed from 170-MPa yield-strength steel could be replaced with a 240-MPa panel, dent resistance would improve by 40 per- cent. Also, panel thickness could often be reduced by formulas corresponding to the square of the thickness difference and the local panel stiffness. It was not uncommon to achieve reductions of panel thickness of 10 percent using dent-resistant grades.
For example, consider a hood evolv- ing from 0.80-mm to 0.72-mm in thick- ness with equivalent or better dent resistance. The formability of these stronger steels followed the same rules and was adequately predicted by r and n values, uniform elongation and FLD. So, these first steels made their mark with strength increases of 40 percent, a far cry for what we are talking about today.
The Growing Pains of HSLA
The HSLA steels introduced into the automotive market were classified by yield strength, with the most popular strength levels being 345 or 350 MPa for cold-rolled and galvanized applica- tions, and 550 MPa for hot-rolled parts. These grades were similar in low car- bon content and therefore easily spot- weldable, so no changes were necessary to existing welding equipment. The higher strength created growing pains among die designers as they learned new rules to compensate for spring- back of the strongest HSLA products.
Again, the formability of these steels was adequately predicted by r and n values, uniform elongation and modi- fied FLD. However, parameters affect- ing hole-expansion test performance and edge formability also became important, especially for the 550-MPa hot-rolled grades. Steelmaking process- es that controlled or eliminated non- metallic inclusions were introduced to ensure that these forming modes could be successfully undertaken without premature splitting.
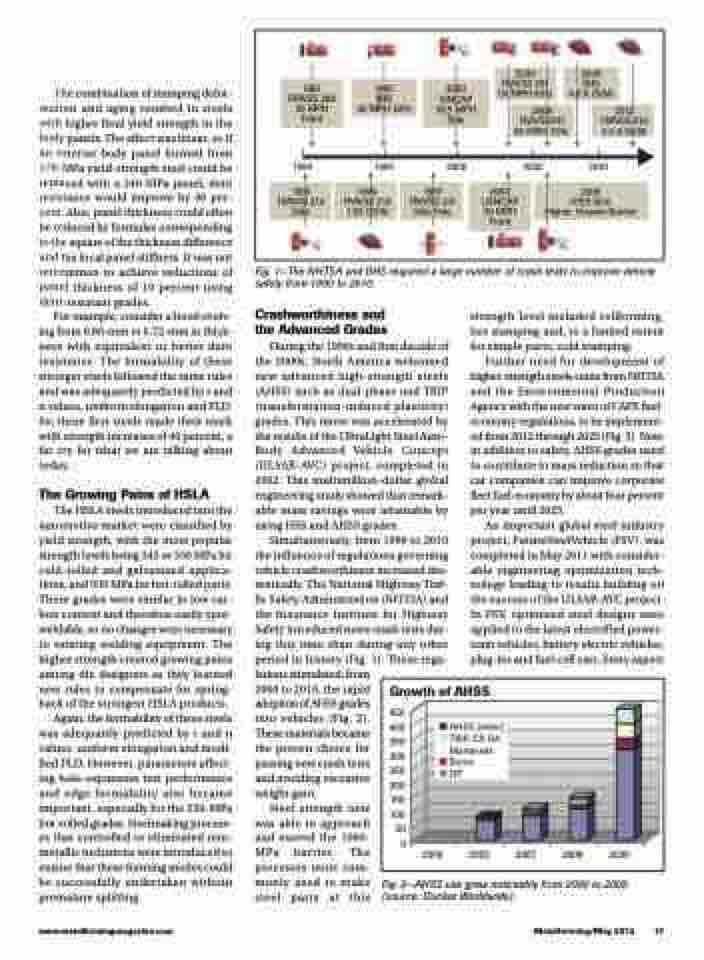
Fig. 1—The NHTSA and IIHS required a large number of crash tests to improve vehicle safety from 1990 to 2010.
Crashworthiness and the Advanced Grades
During the 1990s and first decade of the 2000s, North America welcomed new advanced high-strength steels (AHSS) such as dual-phase and TRIP (transformation-induced plasticity) grades. This move was accelerated by the results of the UltraLight Steel Auto- Body Advanced Vehicle Concept (ULSAB-AVC) project, completed in 2002. This multimillion-dollar global engineering study showed that remark- able mass savings were attainable by using HSS and AHSS grades.
Simultaneously, from 1990 to 2010 the influence of regulations governing vehicle crashworthiness increased dra- matically. The National Highway Traf- fic Safety Administration (NHTSA) and the Insurance Institute for Highway Safety introduced more crash tests dur- ing this time than during any other period in history (Fig. 1). These regu- lations stimulated, from
2000 to 2010, the rapid
adoption of AHSS grades
into vehicles (Fig. 2).
These materials became
the proven choice for
passing new crash tests
and avoiding excessive
weight gain.
strength level included rollforming, hot stamping and, to a limited extent for simple parts, cold stamping.
Further need for development of higher-strength steels came from NHTSA and the Environmental Production Agency with the new wave of CAFE fuel- economy regulations, to be implement- ed from 2012 through 2025 (Fig. 3). Now, in addition to safety, AHSS grades need to contribute to mass reduction so that car companies can improve corporate fleet fuel-economy by about four percent per year until 2025.
An important global steel industry project, FutureSteelVehicle (FSV ), was completed in May 2011 with consider- able engineering optimization tech- nology leading to results building on the success of the ULSAB-AVC project. In FSV, optimized steel designs were applied to the latest electrified power- train vehicles, battery electric vehicles, plug-ins and fuel-cell cars. Every aspect
Growth of AHSS
450
400
350
300
250
200
150
100
50 0
2000 2005 2007
2009 2020
AHSS (other) TRIP, CP, RA Martensite Boron
DP
Steel strength now was able to approach and exceed the 1000- MPa barrier. The processes most com- monly used to make steel parts at this
Fig. 2—AHSS use grew noticeably from 2000 to 2009 (source: Ducker Worldwide).
www.metalformingmagazine.com
MetalForming/May 2013 17
