
Page 30 - MetalForming March 2013
P. 30
The Quest for Q5
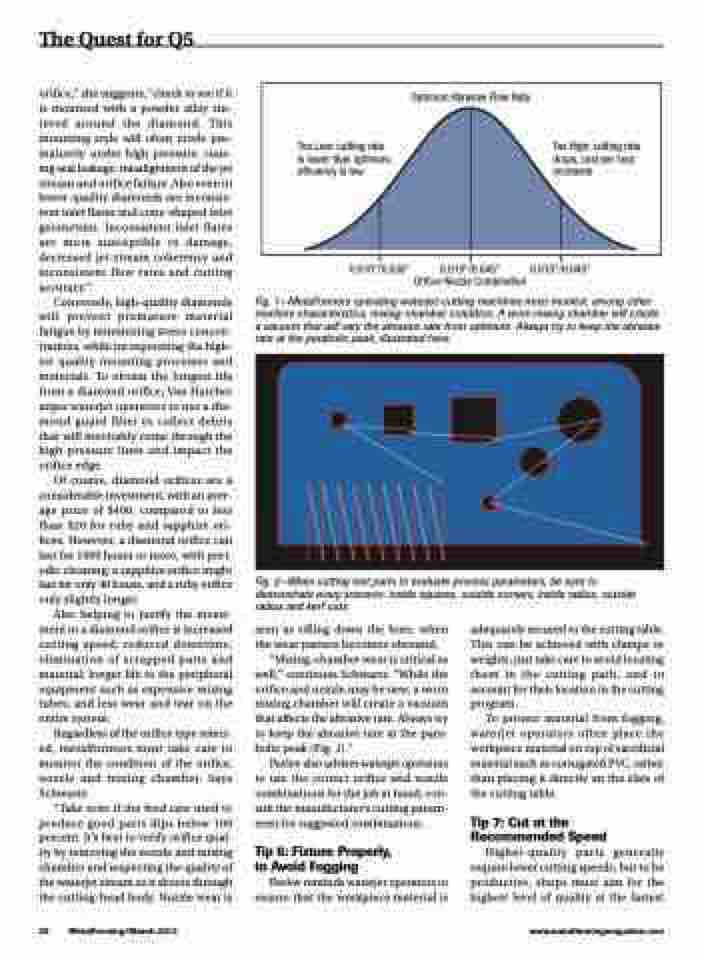
0.010"/0.030" 0.013"/0.045" 0.015"/0.045" Orifice-Nozzle Combination
Optimum Abrasive Flow Rate
Too Low: cutting rate is lower than optimum, efficiency is low
Too High: cutting rate drops, cost per hour increases
orifice,” she suggests, “check to see if it is mounted with a powder alloy sin- tered around the diamond. This mounting style will often erode pre- maturely under high pressure, caus- ing seal leakage, misalignment of the jet stream and orifice failure. Also seen in lesser-quality diamonds are inconsis- tent inlet flares and cone-shaped inlet geometries. Inconsistent inlet flares are more susceptible to damage, decreased jet-stream coherency and inconsistent flow rates and cutting accuracy.”
Conversely, high-quality diamonds will prevent premature material fatigue by minimizing stress concen- trations, while incorporating the high- est quality mounting processes and materials. To obtain the longest life from a diamond orifice, Van Hatcher urges waterjet operators to use a dia- mond guard filter to collect debris that will inevitably come through the high-pressure lines and impact the orifice edge.
Of course, diamond orifices are a considerable investment, with an aver- age price of $400, compared to less than $20 for ruby and sapphire ori- fices. However, a diamond orifice can last for 1000 hours or more, with peri- odic cleaning; a sapphire orifice might last for only 40 hours, and a ruby orifice only slightly longer.
Also helping to justify the invest- ment in a diamond orifice is increased cutting speed; reduced downtime; elimination of scrapped parts and material; longer life to the peripheral equipment such as expensive mixing tubes; and less wear and tear on the entire system.
Regardless of the orifice type select- ed, metalformers must take care to monitor the condition of the orifice, nozzle and mixing chamber. Says Schwartz:
“Take note if the feed rate used to produce good parts dips below 100 percent. It’s best to verify orifice qual- ity by removing the nozzle and mixing chamber and inspecting the quality of the waterjet stream as it shoots through the cutting-head body. Nozzle wear is
Fig. 1—Metalformers operating waterjet-cutting machines must monitor, among other machine characteristics, mixing-chamber condition. A worn mixing chamber will create a vacuum that will vary the abrasive rate from optimum. Always try to keep the abrasive rate at the parabolic peak, illustrated here.
28 MetalForming/March 2013
www.metalformingmagazine.com
Fig. 2—When cutting test parts to evaluate process parameters, be sure to demonstrate every scenario: inside squares, outside corners, inside radius, outside radius and kerf cuts.
seen as rifling down the bore, when the wear pattern becomes obround.
“Mixing-chamber wear is critical as well,” continues Schwartz. “While the orifice and nozzle may be new, a worn mixing chamber will create a vacuum that affects the abrasive rate. Always try to keep the abrasive rate at the para- bolic peak (Fig. 1).”
Pavlov also advises waterjet operators to use the correct orifice and nozzle combinations for the job at hand; con- sult the manufacturer’s cutting param- eters for suggested combinations.
Tip 6: Fixture Properly, to Avoid Fogging
Pavlov reminds waterjet operators to ensure that the workpiece material is
adequately secured to the cutting table. This can be achieved with clamps or weights; just take care to avoid locating them in the cutting path, and to account for their location in the cutting program.
To protect material from fogging, waterjet operators often place the workpiece material on top of sacrificial material such as corrugated PVC, rather than placing it directly on the slats of the cutting table.
Tip 7: Cut at the Recommended Speed
Higher-quality parts generally require lower cutting speeds, but to be productive, shops must aim for the highest level of quality at the fastest
