
Page 50 - MetalForming September 2012
P. 50
The Science of Forming
By Stuart Keeler
Handle Elastic Stresses to Manage Springback and Improve Dimensional Stability
Astamping that holds water has been the historical press-shop goal since humans first transformed sheet- metal into useful objects. While still important, major emphasis has shifted to producing stampings with accurate and robust dimensions, as required by the part print. A pri- mary cause of dimensional instability is springback, driven by elastic stresses at the atomic level.
energy state and we’d experience dimensionally consistent stampings.
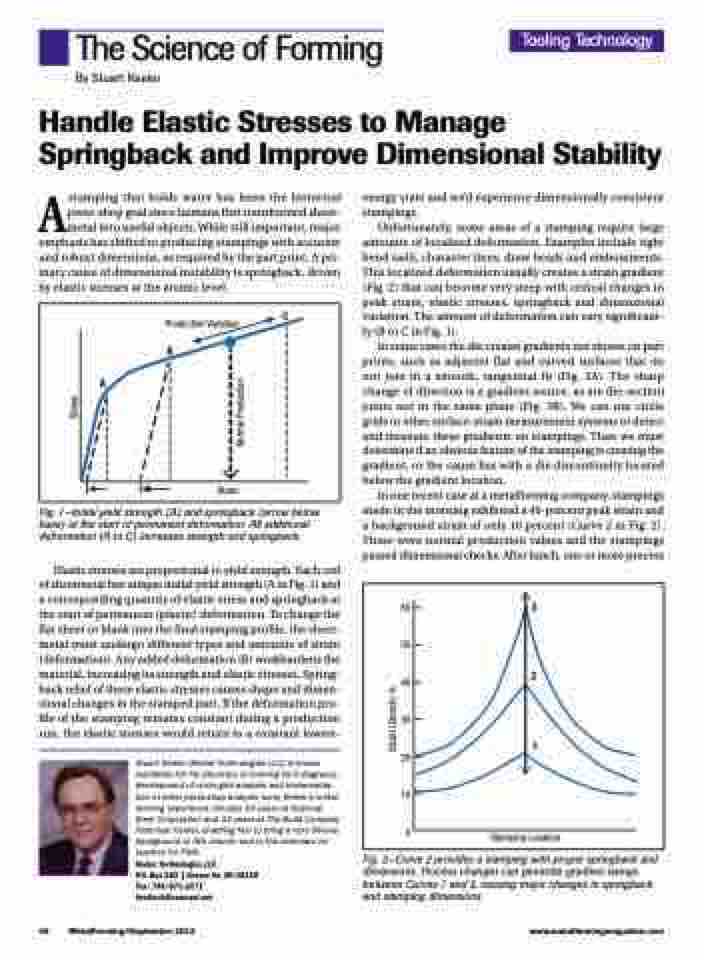
Unfortunately, some areas of a stamping require large amounts of localized deformation. Examples include tight bend radii, character lines, draw beads and embossments. This localized deformation usually creates a strain gradient (Fig. 2) that can become very steep with critical changes in peak strain, elastic stresses, springback and dimensional variation. The amount of deformation can vary significant- ly (B to C in Fig. 1).
In some cases the die creates gradients not shown on part prints, such as adjacent flat and curved surfaces that do not join in a smooth, tangential fit (Fig. 3A). The sharp change of direction is a gradient source, as are die-section joints not in the same plane (Fig. 3B). We can use circle grids or other surface-strain measurement systems to detect and measure these gradients on stampings. Then we must determine if an obvious feature of the stamping is creating the gradient, or the cause lies with a die discontinuity located below the gradient location.
In one recent case at a metalforming company, stampings made in the morning exhibited a 40-percent peak strain and a background strain of only 10 percent (Curve 2 in Fig. 2). These were normal production values and the stampings passed dimensional checks. After lunch, one or more process
Fig. 1—Initial yield strength (A) and springback (arrow below base) at the start of permanent deformation. All additional deformation (A to C) increases strength and springback.
Elastic stresses are proportional to yield strength. Each coil of sheetmetal has unique initial yield strength (A in Fig. 1) and a corresponding quantity of elastic stress and springback at the start of permanent (plastic) deformation. To change the flat sheet or blank into the final stamping profile, the sheet- metal must undergo different types and amounts of strain (deformation). Any added deformation (B) workhardens the material, increasing its strength and elastic stresses. Spring- back relief of these elastic stresses causes shape and dimen- sional changes in the stamped part. If the deformation pro- file of the stamping remains constant during a production run, the elastic stresses would return to a constant lowest-
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementa- tion of other press-shop analysis tools. Keeler’s metal- forming experience includes 24 years at National Steel Corporation and 12 years at The Budd Company Technical Center, enabling him to bring a very diverse background to this column and to the seminars he teaches for PMA.
Keeler Technologies LLC
P.O. Box 283 | Grosse Ile, MI 48138 Fax: 734/671-2271 keeltech@comcast.net
Fig. 2—Curve 2 provides a stamping with proper springback and dimensions. Process changes can generate gradient swings between Curves 1 and 3, causing major changes in springback and stamping dimensions.
Tooling Technology
A
Production Variation
C
B
Strain
60 3 50
40
30
20
10
0
2
1
Stamping Location
48 MetalForming/September 2012
www.metalformingmagazine.com
Strain (Stretch) %
Stress
Normal Production
