
Page 25 - MetalForming April 2012
P. 25
procedures that interrupt production.” Piper installed its Triform press in November 2011. Since then, it has moved over some 500 part numbers to the press, about 20 percent of the total part numbers the company forms in its
sheet-hydroforming area.
“We’re running whatever we can fit
inside that press,” shares James Priest, lead press operator. The press boasts a maximum chamber pressure of 5000 psi, forming area of 16-in. dia., and 5.5 in. of daylight with 4.75 in. of form- tool clearance.
“We typically produce 10 to 30 parts per setup, then change tooling,” says Priest. “We might change tools 15 times or more per shift. Tool changes literal- ly take seconds. Conversely, changing tools on our larger hydroforming press- es can take 30 min. or more.”
Flexible die forming—characterized by the fluid-cell processes used at Piper and also by the rubber-pad process— proves particularly useful in forming parts with shallow flanges, as shown in the accompanying photos. Pre-cut blanks are positioned onto a die block that gets placed within the forming area directly, or via a loading tray which is then shuttled into the press. The fluid cell is inflated with high-pressure hydraulic fluid, expanding to force the blank around the die block and fol- lowing its contour.
“Compared to a rubber-pad process,” says Sterne, “fluid-cell forming pro- vides tighter radiuses and better results. This is especially true for intricate parts featuring complex geometries.”
Better Control and Process Repeatability
Triform sheet-hydroforming press- es are offered in two configurations. Triform Fluid Cell presses, such as the 16-5BD at Piper, use the downward action of the bladder to form sheet- metal around an unsecured form block. For applications that require controlled material flow, such as deep-drawn parts or those with certain curved geometries that might wrinkle during forming, deep-draw sheet-hydroforming press- es provide superior results. Triform
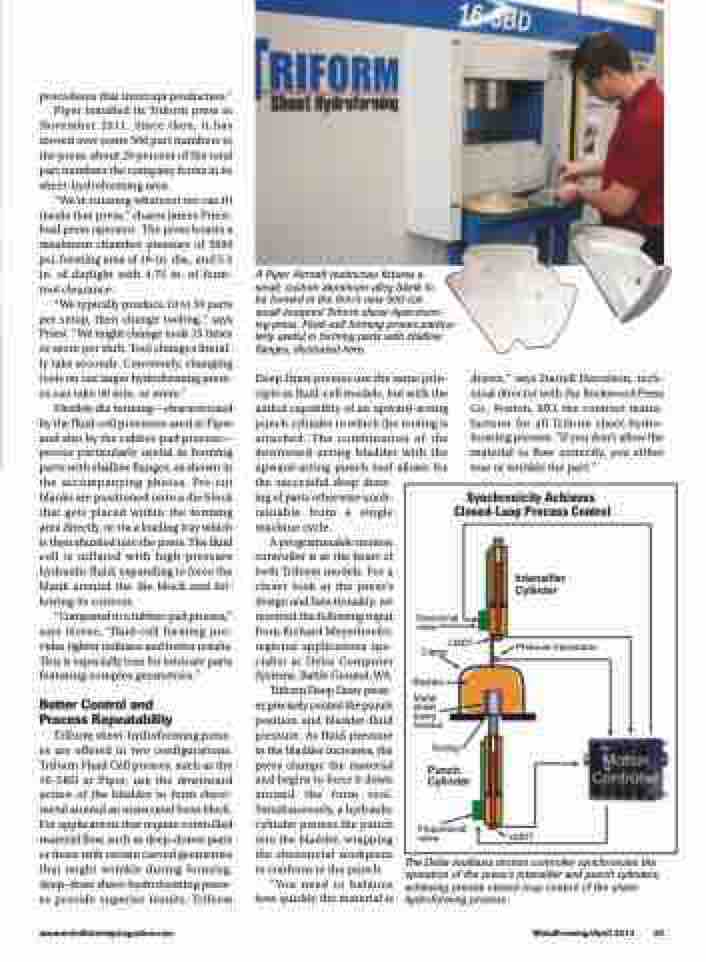
A Piper Aircraft technician fixtures a
small, custom aluminum-alloy blank to
be formed in the firm’s new 500-ton small-footprint Triform sheet-hydroform- ing press. Fluid-cell forming proves particu- larly useful in forming parts with shallow flanges, illustrated here.
Deep Draw presses use the same prin- ciple as fluid-cell models, but with the added capability of an upward-acting punch cylinder to which the tooling is attached. The combination of the downward-acting bladder with the
drawn,” says Darrell Harrelson, tech- nical director with the Beckwood Press Co., Fenton, MO, the contract manu- facturer for all Triform sheet-hydro- forming presses. “If you don’t allow the material to flow correctly, you either tear or wrinkle the part.”
upward-acting punch tool the successful deep draw- ing of parts otherwise unob- tainable from a single machine cycle.
A programmable motion controller is at the heart of both Triform models. For a closer look at the press’s design and functionality, we received the following input from Richard Meyerhoefer, regional applications spe- cialist at Delta Computer Systems, Battle Ground, WA.
Triform Deep Draw press- es precisely control the punch position and bladder-fluid pressure. As fluid pressure in the bladder increases, the press clamps the material and begins to force it down around the form tool. Simultaneously, a hydraulic cylinder presses the punch into the bladder, wrapping the sheetmetal workpiece to conform to the punch.
“You need to balance how quickly the material is
allows for
Synchronicity Achieves Closed-Loop Process Control
Directional valve
LMDT Clamp
Bladder
Metal sheet being formed
Tooling
Punch Cylinder
Intensifier Cylinder
Pressure transducer
Proportional
valve LMDT
www.metalformingmagazine.com
MetalForming/April 2012 23
The Delta
operation
achieving hydroforming process.
multiaxis motion controller synchronizes the of the press’s intensifier and punch cylinders, precise closed-loop control of the sheet-
