
Page 12 - MetalForming June 2010
P. 12
Magnets Grip
Where Cups Can’t
A Tower Automotive plant quickens tandem-line changeovers thanks to low- profile magnets that allow easy retrofits to existing suction-cup tools.
BY BRAD F. KUVIN, EDITOR
Six huge tandem lines toil at the cav- ernous 1.2-million-sq.-ft. Tower Automotive plant in Elkton, MI, turning out a cornucopia of various stampings including body sides, fenders, shock towers and control arms. Four of the tandem lines employ robots to trans- fer stampings press to press, and two use pick-and-place automation. Common to all six is use of flexible end effectors and combine vacuum-style grippers and low-profile magnets, custom designed based on part shape and features.
“We’ve got hundreds of end effectors here,” says Tower tool and die supervi- sorSeanKlosowski.“Wedesigntheend effector based on the shape of the part, combining pneumatic suction cups with magnets.”
Allowing Tower’s press-setup crews to easily customize end effectors is the firm’s recent switch to retrofittable low- profile magnets (3-in.-dia. Transporter TPLP30’s, from Industrial Magnetics, Boyne City, MI) that thread onto the typical 3⁄8-in. NPT vacuum-cup tool- ing. “The magnets are nice and small and are perfect for gripping parts with really complex shapes with deep con- tours,” says Klosowski, “such as shock towers. The magnets don’t require a flat surface to grab onto, and of course holes in the part don’t affect the grip.
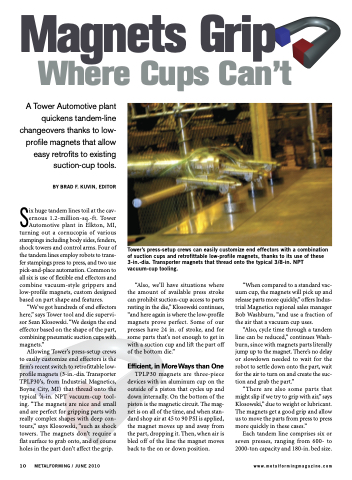
Tower’s press-setup crews can easily customize end effectors with a combination of suction cups and retrofittable low-profile magnets, thanks to its use of these 3-in.-dia. Transporter magnets that thread onto the typical 3/8-in. NPT vacuum-cup tooling.
10 METALFORMING / JUNE 2010
www.metalformingmagazine.com
“Also, we’ll have situations where the amount of available press stroke can prohibit suction-cup access to parts resting in the die,” Klosowski continues, “and here again is where the low-profile magnets prove perfect. Some of our presses have 24 in. of stroke, and for some parts that’s not enough to get in with a suction cup and lift the part off of the bottom die.”
Efficient, in More Ways than One
TPLP30 magnets are three-piece devices with an aluminum cup on the outside of a piston that cycles up and down internally. On the bottom of the piston is the magnetic circuit. The mag- net is on all of the time, and when stan- dard shop air at 45 to 90 PSI is applied, the magnet moves up and away from the part, dropping it. Then, when air is bled off of the line the magnet moves back to the on or down position.
“When compared to a standard vac- uum cup, the magnets will pick up and release parts more quickly,” offers Indus- trial Magnetics regional sales manager Bob Washburn, “and use a fraction of the air that a vacuum cup uses.
“Also, cycle time through a tandem line can be reduced,” continues Wash- burn, since with magnets parts literally jump up to the magnet. There’s no delay or slowdown needed to wait for the robot to settle down onto the part, wait for the air to turn on and create the suc- tion and grab the part.”
“There are also some parts that might slip if we try to grip with air,” says Klosowski,” due to weight or lubricant. The magnets get a good grip and allow us to move the parts from press to press more quickly in these cases.”
Each tandem line comprises six or seven presses, ranging from 600- to 2000-ton capacity and 180-in. bed size.
