
Page 29 - MetalForming July 2009
P. 29
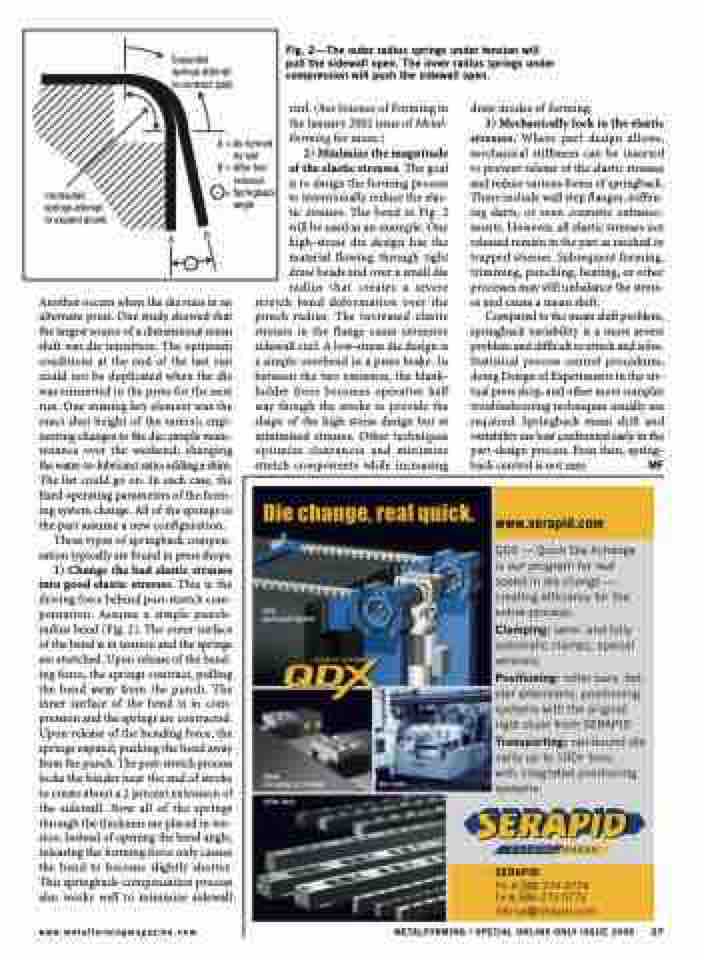
Contracted springs attempt to expand (push).
curl. (See Science of Forming in the January 2002 issue of Metal- Forming for more.)
2) Minimize the magnitude of the elastic stresses. The goal is to design the forming process to intentionally reduce the elas- tic stresses. The bend in Fig. 2 will be used as an example. One high-stress die design has the material flowing through tight draw beads and over a small die radius that creates a severe
draw modes of forming.
3) Mechanically lock in the elastic stresses. Where part design allows, mechanical stiffeners can be inserted to prevent release of the elastic stresses and reduce various forms of springback. These include wall step flanges, stiffen- ing darts, or even cosmetic enhance- ments. However, all elastic stresses not released remain in the part as residual or trapped stresses. Subsequent forming, trimming, punching, heating, or other processes may still unbalance the stress- es and cause a mean shift.
Compared to the mean shift problem, springback variability is a more severe problem and difficult to attack and solve. Statistical process control procedures, doing Design of Experiments in the vir- tual press shop, and other more complex troubleshooting techniques usually are required. Springback mean shift and variability are best confronted early in the part-design process. Even then, spring- back control is not easy. MF
Another occurs when the die runs in an alternate press. One study showed that the largest source of a dimensional mean shift was die transition. The optimum conditions at the end of the last run could not be duplicated when the die was reinserted in the press for the next run. One missing key element was the exact shut height of the ram(s); engi- neering changes to the die; simple main- tenance over the weekend; changing the water-to-lubricant ratio; adding a shim. The list could go on. In each case, the fixed operating parameters of the form- ing system change. All of the springs in the part assume a new configuration.
Three types of springback compen- sation typically are found in press shops. 1) Change the bad elastic stresses into good elastic stresses. This is the driving force behind post-stretch com- pensation. Assume a simple punch- radius bend (Fig. 2). The outer surface of the bend is in tension and the springs are stretched. Upon release of the bend- ing force, the springs contract, pulling the bend away from the punch. The inner surface of the bend is in com- pression and the springs are contracted. Upon release of the bending force, the springs expand, pushing the bend away from the punch. The post-stretch process locks the binder near the end of stroke to create about a 2 percent extension of the sidewall. Now all of the springs through the thickness are placed in ten- sion. Instead of opening the bend angle, releasing the forming force only causes the bend to become slightly shorter. This springback-compensation process also works well to minimize sidewall
stretch bend deformation over the punch radius. The increased elastic stresses in the flange cause extensive sidewall curl. A low-stress die design is a simple overbend in a press brake. In between the two extremes, the blank- holder force becomes operative half way though the stroke to provide the shape of the high stress design but at minimized stresses. Other techniques optimize clearances and minimize stretch components while increasing
www.metalformingmagazine.com
METALFORMING / SPECIAL ONLINE-ONLY ISSUE 2009 27
A
B
–
Expanded springs attempt to contract (pull).
A = As-formed by tool
B = After tool removal
– = Springback angle
Fig. 2—The outer radius springs under tension will pull the sidewall open. The inner radius springs under compression will push the sidewall open.
