
Page 15 - MetalForming Primvera 2019
P. 15
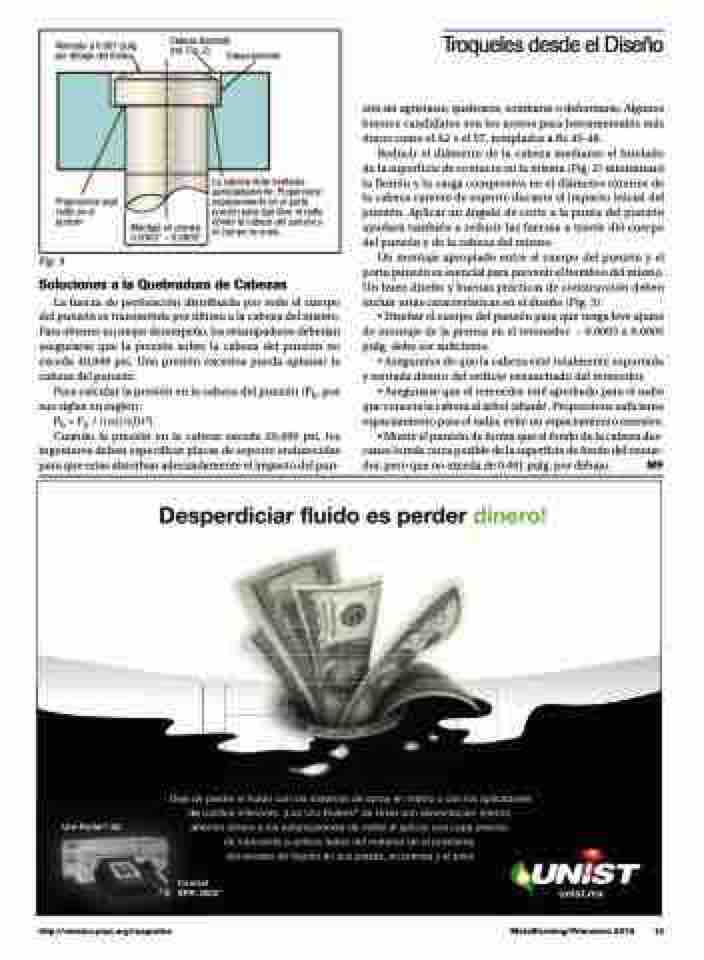
Alineado a 0.001 pulg. por debajo del fondo
Cabeza biselada
Troqueles desde el Diseño
zón sin agrietarse, quebrarse, combarse o deformarse. Algunos buenos candidatos son los aceros para herramentales más duros como el A2 o el S7, templados a Rc 45-48.
Reducir el diámetro de la cabeza mediante el biselado de la superficie de contacto en la misma (Fig. 2) minimizará la flexión y la carga compresiva en el diámetro exterior de la cabeza carente de soporte durante el impacto inicial del punzón. Aplicar un ángulo de corte a la punta del punzón ayudará también a reducir las fuerzas a través del cuerpo del punzón y de la cabeza del mismo.
Un montaje apropiado entre el cuerpo del punzón y el porta punzón es esencial para prevenir el bombeo del mismo. Un buen diseño y buenas prácticas de construcción deben incluir estas características en el diseño (Fig. 3):
• Diseñar el cuerpo del punzón para que tenga leve ajuste de montaje de la prensa en el retenedor – 0.0003 a 0.0005 pulg. debe ser suficiente.
• Asegurarse de que la cabeza esté totalmente soportada y sentada dentro del orificio ensanchado del retenedor.
• Asegurarse que el retenedor esté aprobado para el radio que conecta la cabeza al árbol (shank). Proporcione suficiente espaciamiento para el radio; evite un espaciamiento excesivo.
• Monte el punzón de forma que el fondo de la cabeza des- canse lo más cerca posible de la superficie de fondo del retene- dor, pero que no exceda de 0.001 pulg. por debajo. MF
Proporcione aquí radio en el punzón
Fig. 3
Montaje en prensa 0.0003" – 0.0005"
(ref. Fig. 2)
Espaciamiento
La cabeza debe sentarse apropiadamente. Proporcione espaciamiento en el porta punzón para que libre el radio dónde la cabeza del punzón y el cuerpo se unen.
Soluciones a la Quebradura de Cabezas
La fuerza de perforación distribuida por todo el cuerpo del punzón es transmitida por último a la cabeza del mismo. Para obtener un mejor desempeño, los estampadores deberían asegurarse que la presión sobre la cabeza del punzón no exceda 40,000 psi. Una presión excesiva pueda aplastar la cabeza del punzón.
Para calcular la presión en la cabeza del punzón (Ph, por sus siglas en inglés):
Ph = Fp / [()(1⁄2D)2]
Cuando la presión en la cabeza excede 20,000 psi, los ingenieros deben especificar placas de soporte endurecidas para que estas absorban adecuadamente el impacto del pun-
http://mexico.pma.org/magazine
MetalForming/Primavera 2019 13
