





 Stuart Keeler
Stuart KeelerIdentifying the Cause of Rejected Parts
June 1, 2016Comments
Press shops continually search for better methods to reduce the number of rejected parts. As a first step, they determine the number of rejects per day, per run or some other interval. A common practice for determining the percent (or ppm) defect rate is to count the number of parts in the reject bin and divide by the total number of parts produced. Another method: count the number of vertical marks (one mark for each rejected part) on a tally board located near the press. Divide the total number of marks counted at the prescribed interval by the total parts produced to obtain the percentage of rejects.
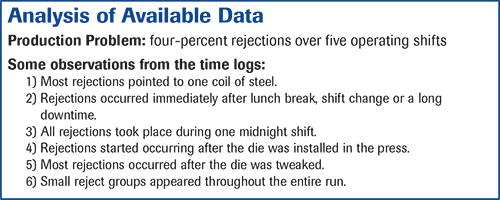 |
| Fig. 1—Time logs show when peak number of rejects took place relative to process. |
A run with four-percent rejects can be used as a quantitative measure of the saleable parts versus another run with 12-percent rejects. However, these percentages give no clues as to the cause of the rejects—the real information needed to improve quality and productivity.
I recommend one simple change to the counting process, to provide the important process information: Rather than counting parts or making tally marks, record the time of day that each defect occurred. Then count all of the rejected parts that occur within a narrow time band. Also, record the active process, unexpected behavior or other events noted.
For example, consider a case where 80 percent of rejected parts were formed while running coil number SR-55299. Therefore, we know that the source of the rejects is the coil of material, and not a flawed process. This search can go one step further, by investigating the problem coil, so that additional coils with the same problem can be presorted and rejected.
To further illustrate this search procedure, consider the following problem. The production run has a total of four-percent rejects during five operating shifts. Each of the six entries indicate the process that contains the maximum number of time marks for that run.
Example 1: At the end of the five operating shifts, the tally board shows that almost all of the reject times were within a 45-min. duration on one shift (Fig. 1). During those 45 min. only one coil was being run, and we recorded that coil as the source of the rejects. With the process source identified, let’s find out what was different about the coil that caused the rejects.
Fig. 2 depitcs a logical group of root causes, with the fourth item noted as the most probable cause. We test the coil for composition, mechanical properties, surface roughness, lubrication and inclusion count, and pledge to not purchase a coil like the problem coil again.
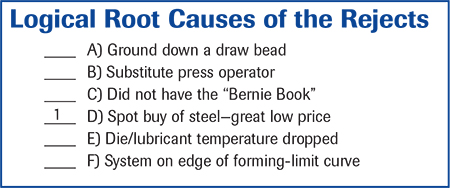 |
| Fig. 2—List of press-shop events that can cause increased part rejects. |
Try the other five examples; answers are at the end of the column.
What does a “Bernie Book” have to do with metalforming? The company studied for this project had a third shift supervisor named Bernie. All die and process changes were made on the third shift, and Bernie’s book contained the data for each die to prove that the die was correctly installed in the press. The changeover was not accepted until the test pieces exhibited the correct dimensions, thickness readings at critical locations, proper depths and every other measurement that could be made.
Coils of sheetmetal come marked with two identification numbers—heat number and the coil number. The heat number does not provide sufficient tracking information—many heats of steel, for example, weigh 300 tons and can create thirty 10-ton coils that are further reduced in size. However, the coil number can be tracked all the way back to the original heat with production notes and data taken along the way.
Recommendation: Keep the coil number attached to all racks, bins and groups of parts from a specific coil all the way to product assembly. That allows the end user of the part to trace back to the coil source, processing and any variations or problems. MF
Answers: A-5, B-3, C-4, D-1, E-2, F-6Technologies: Quality Control
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Materials
MaterialsBrinell, Rockwell and Vickers Hardness Testing: Use and Misu...
Daniel Schaeffler Friday, April 1, 2022
Troubleshooting Sheet Metal Forming Problems, Part 2: The St...
Daniel Schaeffler Friday, February 26, 2021
 Quality Control
Quality ControlCobot Setup Offers Pick-and-Place for Material and Product S...
Wednesday, April 29, 2020
 Video
Video  Quality Control
Quality ControlTensile Testing Part 1: Equipment, Samples and Procedures
Daniel Schaeffler Wednesday, April 29, 2020