Main Navigation
Technologies
End Markets
News
Articles
Infocenter
Newsletters
Events
About Us
Suppliers
Advertise
Login
Subscribe
Search
Events
Newsletters
Advertise
Current Issue
Edición En Español
The official publication of
The official publication of
Close Menu
Login
|
Benefits of my account
|
Subscribe
|
Search
Login
Register
Forgot Password?
Reset Login Form
Register
Name
Contact
Employment
Password
Technologies
Additive Manufacturing
Bending
CNC Punching
Coil and Sheet Handling
Cutting
Finishing
In-Die Operations
Lubrication
Management
Materials
Other Processes
Pressroom Automation
Quality Control
Safety
Sensing/Electronics/IOT
Software
Stamping Presses
Tooling
Training
Welding and Joining
End Markets
Aerospace
Agriculture
Appliance
Automotive
Electronics
Hardware
Industrial
Job Shop
Marine
Medical
Military
Other
News
Articles
Current Issue
Archive
Featured Articles
Authors
5 Questions
Glossary
Metalforming Español
Stamping Journal
Infocenter
Podcasts
Videos
Webinars
White Papers
Newsletters
MetalForming
Business Edge
MetalForming Automotive
FPN Monthly
MetalForming Espanol
Events
Hot Stamping Experience
Industry 4.0/ERP
Metal Stamping Technology
MetalForming LIVE
Mexico MetalForming Technology
FABTECH
FABTECH Previews
Four on the Floor
Seen at FABTECH
About Us
Contact Us
Job Center
Sitemap
Subscribe
Terms and Conditions
Suppliers
Advertise
Print
Digital
Video
Social Media
Events
Editorial Guidelines
Home
❯
new releases
❯
2016
❯
march
Other Processes
Huge 3D Printing Machine Earns R&D 100 Award
March 1, 2016
Additive Manufacturing
Detekt to Distribute Optomec Metal-Printing Technology in Asia
March 1, 2016
Additive Manufacturing
EOS Partners with GF Machining Solutions to Produc...
March 1, 2016
Cutting
Lantek to Supply Waterjet Corp. Machines with CAD/CAM Software
March 1, 2016
Lubrication
Have Press-Hardening Equipment? Change the Hydraul...
March 1, 2016
CNC Punching
Turret Punch Presses: Slash Setup, Maximize Uptime
Lou Kren
March 1, 2016
Management
Captured: Real-Time Welding Data to Optimize Quality, Efficiency
March 1, 2016
Management
Transparency: A New Age in Metalforming
Brad Kuvin
March 1, 2016
Most Popular
Check out these other articles.
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Management
MetalForming LIVE: Webinar Series
July 10, 2024
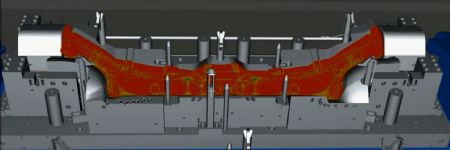
Stamping Presses
Software Assist Propels Hot-Forming Die Design and Build
March 1, 2016
Tooling
PDQ Setups Thanks to QDC
Lou Kren
March 1, 2016
Management
Manufacturing Matters
Brad Kuvin
March 1, 2016
Cutting
Bystronic Earns Supplier Recognition from John Deere
March 1, 2016
Bending
Phoenix Manufacturing Acquired by Turnkey Processi...
March 1, 2016
Cutting
Laser Mechanisms Buys Laser System and Component Maker
March 1, 2016
Lubrication
Synthetic Fire-Resistant Hydraulic Oil Approved
March 1, 2016
Management
Candidates, and All Policymakers, Please Listen: Manufacturing Matters
Brad Kuvin
March 1, 2016
More
Subscribe to the Newsletter
Start receiving newsletters.
Most Popular
Check out these other articles.
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Management
MetalForming LIVE: Webinar Series
July 10, 2024