Main Navigation
Technologies
End Markets
News
Articles
Infocenter
Newsletters
Events
About Us
Suppliers
Advertise
Login
Subscribe
Search
Events
Newsletters
Advertise
Current Issue
Edición En Español
The official publication of
The official publication of
Close Menu
Login
|
Benefits of my account
|
Subscribe
|
Search
Login
Register
Forgot Password?
Reset Login Form
Register
Name
Contact
Employment
Password
Technologies
Additive Manufacturing
Bending
CNC Punching
Coil and Sheet Handling
Cutting
Finishing
In-Die Operations
Lubrication
Management
Materials
Other Processes
Pressroom Automation
Quality Control
Safety
Sensing/Electronics/IOT
Software
Stamping Presses
Tooling
Training
Welding and Joining
End Markets
Aerospace
Agriculture
Appliance
Automotive
Electronics
Hardware
Industrial
Job Shop
Marine
Medical
Military
Other
News
Articles
Current Issue
Archive
Featured Articles
Authors
5 Questions
Glossary
Metalforming Español
Stamping Journal
Infocenter
Podcasts
Videos
Webinars
White Papers
Newsletters
MetalForming
Business Edge
MetalForming Automotive
FPN Monthly
MetalForming Espanol
Events
Hot Stamping Experience
Industry 4.0/ERP
Metal Stamping Technology
MetalForming LIVE
Mexico MetalForming Technology
FABTECH
FABTECH Previews
Four on the Floor
Seen at FABTECH
About Us
Contact Us
Job Center
Sitemap
Subscribe
Terms and Conditions
Suppliers
Advertise
Print
Digital
Video
Social Media
Events
Editorial Guidelines
Home
❯
new releases
❯
2015
❯
june
Additive Manufacturing
Reportedly the First and Only Searchable 3D-Printing Database
June 1, 2015
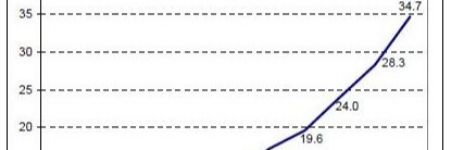
Additive Manufacturing
A $4-billion Industry
June 1, 2015
Management
A Quote is Only as Good as Its Calculations
Harry Landsburg
June 1, 2015
Stamping Presses
Hatch Sees Opportunity in the Volunteer State
Lou Kren
June 1, 2015
Cutting
Waterjets Take Up Residence at Laser House
Brad Kuvin
June 1, 2015
Cutting
Metalformer Sings the Praises of its Laser-Cutting Duo
Brad Kuvin
June 1, 2015
Lubrication
Lubrinomics—Science and Economics Deliver Top-Shelf Lubricant Management
Steven Lowery
June 1, 2015
Bending
Faster, Yet Safer Press Brakes
Lou Kren
June 1, 2015
Most Popular
Check out these other articles.
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Management
MetalForming LIVE: Webinar Series
July 10, 2024
Management
Expanding CB Fabricating Nominated for Award by Indiana County Chamber of Commerce
June 1, 2015
Management
Ideation, in All its Forms
Brad Kuvin
June 1, 2015
Coil and Sheet Handling
Magic Coil Products Purchases Red Bud Multi-Blanki...
June 1, 2015
Tooling
Crotts and Saunders to Represent Hurcos CNC Machines in the Carolinas and Virginia
June 1, 2015
Materials
New Tube Offerings Promise High Wear Resistance an...
June 1, 2015
Finishing
Solar Atmospheres of California Earns Aerospace Supplie...
June 1, 2015
Welding and Joining
New System Spot Welds Nonferrous and Dissimilar Flat Materials
June 1, 2015
Software
Program Nests Multi-Customer Laser-Cut Blanks, Parts to Cut Scrap Costs
June 1, 2015
More
Subscribe to the Newsletter
Start receiving newsletters.
Most Popular
Check out these other articles.
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Sensing/Electronics/IOT
Industry 4.0 Forum and ERP Shootout
August 13, 2024
Management
MetalForming LIVE: Webinar Series
July 10, 2024