Peter Ulintz
Peter UlintzStamping Consistency
November 1, 2013Comments
Consistent part quality no longer is achieved by first-piece and periodic inspections. First of all, the process doesn’t work. Secondly, your customers won’t accept it. In fact, some customers may no longer accept “parts to print;” instead, they expect the same quality part, consistently, from container to container, lot to lot, and shipment to shipment.
 Manufacturers who also weld or assemble metal stampings produced inhouse also demand that their press shop supply consistent part quality. Why? Because accepting “parts to print,” permitted to vary through the entire tolerance range from coil to coil or run to run, causes time-consuming adjustments to assembly fixtures, welding jigs, positioners and locators. In high-volume applications, this may require adjustments to multiple fixtures or process lines. Then, additional time must be spent fine-tuning so that the same-quality part comes off each fixture or process.
Manufacturers who also weld or assemble metal stampings produced inhouse also demand that their press shop supply consistent part quality. Why? Because accepting “parts to print,” permitted to vary through the entire tolerance range from coil to coil or run to run, causes time-consuming adjustments to assembly fixtures, welding jigs, positioners and locators. In high-volume applications, this may require adjustments to multiple fixtures or process lines. Then, additional time must be spent fine-tuning so that the same-quality part comes off each fixture or process.
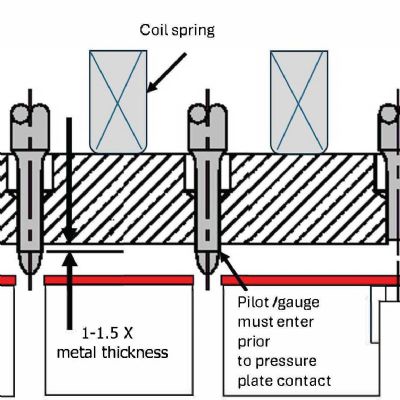
Part-to-part inconsistencies may result from lack of precision in the die when processing one part to the next; a sloppy press or ram slide that fails to repeat exactly with each stroke, in distance and parallelism; an inconsistent feed that causes the pilots to correct strip location in both directions; or camber in material that shifts the strip side to side within short distances. These are only a few of the more than 50 process input variables that can affect part quality and dimensional stability. These variables can be organized into groups.
Product design: Depth of draw, consistency of draw depth, features formed in opposite direction, stretch-formed features, size of radii, material thickness specified, material type specified, etc.
Press and press-line equipment: Flatness and residual-stress state after straightening, press speed, working tonnage, available press energy, load balance, press rigidity and press guidance.
Die variables: Die-set construction, die materials, surface roughness, surface treatments, spotting accuracy (draw dies), die rigidity, pressure-pad force and balance, thrust, die heeling, guiding system, alignment, die temperature, wear, dirt, draw beads (change with wear), shims on set blocks (load distribution), shims under tool components (die timing), press operator, etc.
Blank/stock strip: Rolling direction, blank shape (optimized), flatness, cleanliness, burr direction, workpiece temperature, etc.
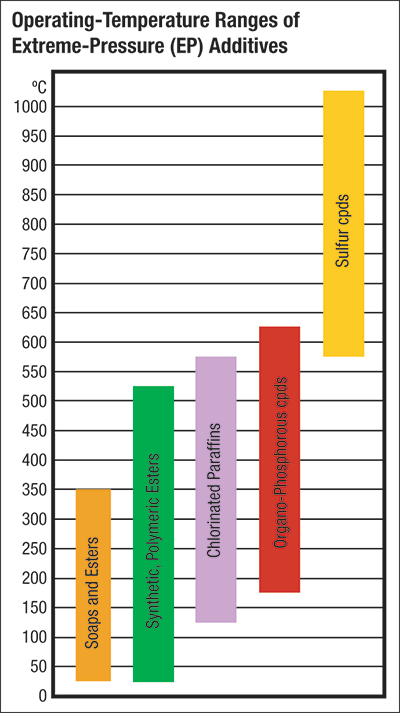
Lubrication: Lube type, viscosity, amount applied, location applied and the operating temperature range all impact part quality. Lubricants are formulated to work within specific processing-temperature ranges (see figure).
The challenge, then, is to identify the process variables that contribute most to current part-to-part variation, and to control those variables. Let’s start with the obvious—the better the press, stock straightener and feeder, the better the results. The same goes for the material to be processed—better quality and consistency improves stamped-part quality.
Properly designed and built tooling that does not permit deflections and fluctuations helps as well. Designing dies to process critical dimensions simultaneously will result in stamped parts that are as accurate as the tooling.
Sometimes, small changes in press speed-due to insufficient flywheel energy—will contribute to variations in product quality.