
Page 42 - MetalForming December 2019
P. 42
The Science of Forming By Daniel J. Schaeffler, Ph.D.
Specifying and Using Hot-Dip Galvanized, Galvannealed and Electrogalvanized Steel
The application and manufactur- ing infrastructure are important considerations when choosing the galvanized coating type and thick- ness. The choice impacts nearly all aspects of processing, and influences final part quality.
Forming, Welding and Painting
Electrogalvanizing is performed at ambient temperature, meaning that the tensile properties of the base steel do not change due to galvanizing. On the other hand, the hot-dip galvanizing process used to apply pure zinc and zinc-iron alloy coatings occurs at an elevated temperature, which like a heat treatment results in the steel having different properties before and after coating. Steelmakers must use different chemistry approaches if they want to achieve the same tensile property ranges independent of the type of gal- vanized coating. These products will have different carbon equivalent values and, therefore, will weld differently.
Different coatings offer different surface appearance and characteristics.
Danny Schaeffler, with 30 years of materials and applications experi- ence, is co-founder of 4M Partners, LLC and founder and president of Engineering Quality Solu- tions (EQS). EQS provides product-applications assistance to materials and manufacturing com-
panies; 4M teaches fundamentals and practical details of material properties, forming technolo- gies, processes and troubleshooting needed to form high-quality components. Schaeffler, who also spent 10 years at LTV Steel Co., received his Bach- elor of Science degree in Materials Science and Engineering from the Johns Hopkins University in Baltimore, MD, and Master of Science and Doctor of Philosophy degrees in Materials Engineering from Drexel University in Philadelphia, PA.
Danny Schaeffler
248/66-STEEL • www.EQSgroup.com
E-mail ds@eqsgroup.com or Danny@learning4m.com
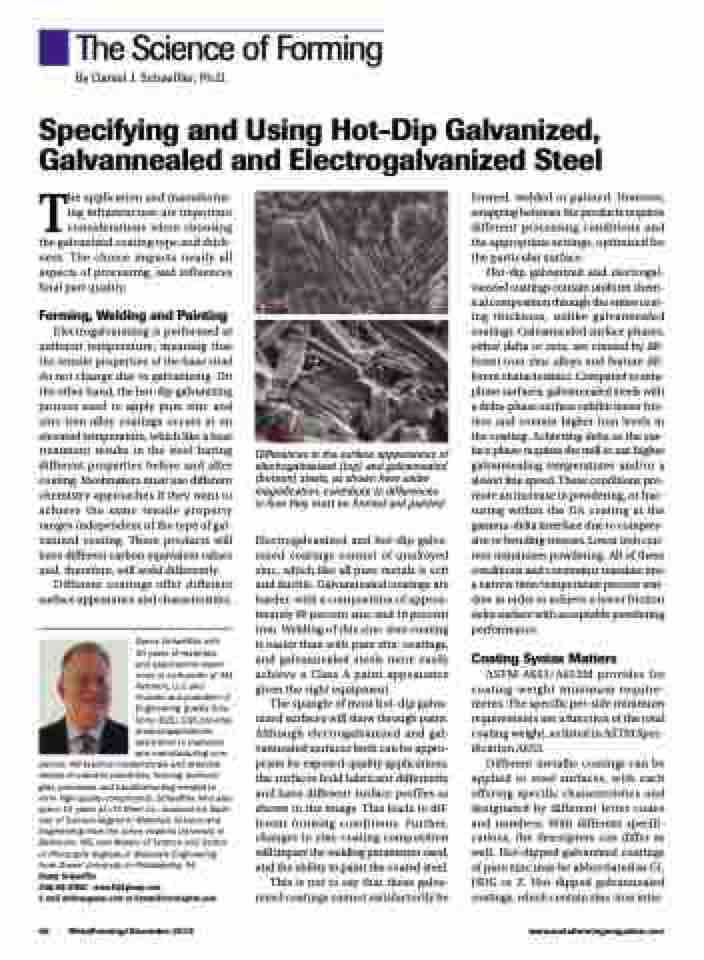
Differences in the surface appearances of electrogalvanized (top) and galvannealed (bottom) steels, as shown here under magnification, contribute to differences in how they must be formed and painted.
Electrogalvanized and hot-dip galva- nized coatings consist of unalloyed zinc, which like all pure metals is soft and ductile. Galvannealed coatings are harder, with a composition of approx- imately 90 percent zinc and 10 percent iron. Welding of this zinc-iron coating is easier than with pure zinc coatings, and galvannealed steels more easily achieve a Class A paint appearance given the right equipment.
The spangle of most hot-dip galva- nized surfaces will show through paint. Although electrogalvanized and gal- vannealed surfaces both can be appro- priate for exposed-quality applications, the surfaces hold lubricant differently and have different surface profiles as shown in the image. This leads to dif- ferent forming conditions. Further, changes in zinc-coating composition will impact the welding parameters used, and the ability to paint the coated steel.
This is not to say that these galva- nized coatings cannot satisfactorily be
formed, welded or painted. However, swapping between the products requires different processing conditions and the appropriate settings, optimized for the particular surface.
Hot-dip galvanized and electrogal- vanized coatings contain uniform chem- ical composition through the entire coat- ing thickness, unlike galvannealed coatings. Galvannealed surface phases, either delta or zeta, are created by dif- ferent iron-zinc alloys and feature dif- ferent characteristics. Compared to zeta- phase surfaces, galvannealed steels with a delta-phase surface exhibit lower fric- tion and contain higher iron levels in the coating. Achieving delta as the sur- face phase requires the mill to use higher galvannealing temperatures and/or a slower line speed. These conditions pro- mote an increase in powdering, or frac- turing within the GA coating at the gamma-delta interface due to compres- sive or bending stresses. Lower iron con- tent minimizes powdering. All of these conditions and constraints translate into a narrow time/temperature process win- dow in order to achieve a lower friction delta surface with acceptable powdering performance.
Coating Syntax Matters
ASTM A653/A653M provides for coating-weight minimum require- ments. The specific per-side minimum requirements are a function of the total coating weight, as listed in ASTM Spec- ification A653.
Different metallic coatings can be applied to steel surfaces, with each offering specific characteristics and designated by different letter codes and numbers. With different specifi- cations, the descriptors can differ as well. Hot-dipped galvanized coatings of pure zinc may be abbreviated as GI, HDG or Z. Hot-dipped galvannealed coatings, which contain zinc-iron inter-
40 MetalForming/December 2019
www.metalformingmagazine.com
