





 Doug Smith
Doug SmithChoosing an Air-Cooled GMAW Gun and Consumables
September 1, 2018Comments
Many welding systems and wire feeders come bundled with a gas-metal-arc welding (GMAW) gun and consumables. However, welders and shop owners often discard bundled items and request the gun and consumables of their choice. Their decisions are typically driven by choosing a gun with a rating more suited to their application and consumables that enhance performance and lower operating costs.
Use Enough Gun
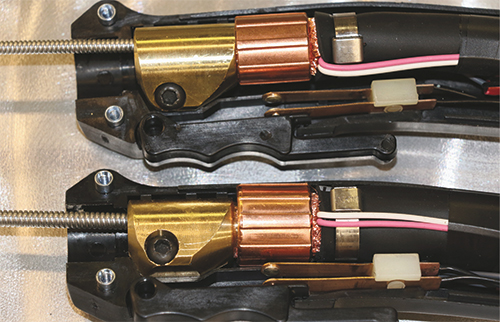 |
| The larger the welding cable, the more heat it dissipates. These guns have the same handle diameter but use different size cables. The top gun has a rating of 250 A at 60-percent duty cycle while the bottom gun with its larger cable yields a rating of 450 A at 60-percent duty cycle. |
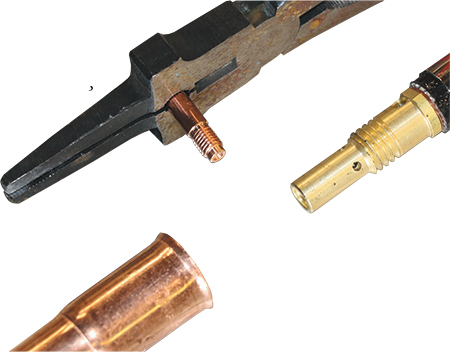 |
| Threaded consumables use a brass-to-copper connection that increases resistance. They also require a welper to unscrew the tip in the event of a burnback. |
 |
| The large, all-copper conductive path of nonthreaded consumables increases arc stability and keeps tips cooler to extend tip life. Also, notice the shielding gas ports on the tip, which help keep it cooler. |
 |
| [From top to bottom]: A medium-duty gun with threaded consumables, a medium-duty gun with nonthreaded consumables and a light-duty gun with nonthreaded consumables. |
 |
| A single gun handle can offer multiple consumable choices. From L-R: slip adjustable nozzle, two-piece nozzle, heavy-duty nozzle and tip, medium-duty nozzle and tip, extended nozzle and tip and flux-vored tip retainer with heavy-duty extended tip. |
The GMAW gun and consumables serve as the contact point for transferring electric current from the tip to the welding wire, as well as to direct the welding wire and shielding gas (if required) to the workpiece. They also dissipate the heat generated by the welding process and the electrical resistance in the system.
Like power sources, guns have thermal duty-cycle ratings, governed by IEC 60974-7, Standard for Arc Welding Equipment. The standard requires (among other things) temperature-rise tests for the gun handle and cable. Based on how well their construction dissipates heat, GMAW guns and consumables are classified as light-, medium- and heavy-duty. Respective examples of duty-cycle ratings would be 180 A at 40 percent, 250 A at 60 percent and 400 A at 60 percent.
How hard a gun works depends on wire diameter, welding parameters, and process and service conditions such as arc-on time and environmental conditions. Short-circuit GMAW with a 0.030-in. wire in a muffler shop would be considered light-duty work. Pulsed GMAW with a 0.035-in. wire would be medium- to heavy-duty work, and spray-transfer GMAW welding or flux-cored with a 0.045-in. wire or larger would be heavy-duty work.
“For anything surpassing sheetmetal work with a 0.030-in. wire, I recommend at least a medium-duty setup that has a 250- or 350-A rating at 60-percent duty cycle. The larger cable will keep the gun cooler and lower primary power draw, plus it will come with a better set of consumables compared to a light-duty gun,” says Galen Johnson, senior lab technician at Esab’s Welding & Cutting Products’ test lab in Denton, TX, and a professional welder since 1968.
Johnson also reminds welders that guns have different ratings when used with different shielding gases. “Pure CO2 is a reactive gas that provides deep penetration but produces less stable arc and more spatter,” he says, “while mixed CO2 with a higher argon content produces more-stable arc, reduced spatter and allows the use of spray transfer process for higher productivity and better-looking weld beads. Application variables always influence gun selection.”
Resistance, Good and Bad
GMAW contact tips come in two basic styles. A traditional copper tip has threads and screws into a brass diffuser, which then connects to a copper conductor tube. Nonthreaded copper contact tips seat directly into the end of a copper conductor tube; a screw-on nozzle holds them in place but is not part of the conductivity path. Threaded tips cost 50 percent less to purchase due to a simpler manufacturing process, while nonthreaded tips offer two to 10 times longer life (depending on the weld-transfer mode and type of welding wire) and produce a welding arc that is more stable.
“Threaded tips inherently have poorer electrical and thermal conductivity. Only a fraction of the surface makes contact with the diffuser threads, and brass is 28 percent as electrically conductive as pure copper,” explains Khalid Hassan, principal engineer, for Esab. “Poor electrical conductivity increases resistance, making the gun hotter and the arc less stable. Conversely, nonthreaded tips feature a larger mating surface and all-copper conductive path. They run as much as 40-percent cooler and increase arc stability to 35 percent. A more stable arc reduces spatter, and cooler tips last longer because cooler metal stays harder and provides more resistance to wire abrasion.”
Lastly, after a nonthreaded tip starts to wear (keyhole), the operator can rotate the tip several times to create a fresh contact surface. Threaded tips either seat in the same spot or cam-style tips seat two spots 180-deg. apart; in either case, they will wear more quickly.To assess arc stability, Hassan used a scatter plot graph that maps weld parameter (voltage and current) variations on the X-Y axes.
“Plotted data from a nonthreaded tip shows up as more of a rifle shot because of the consistency,” says Hassan. “Threaded-tip results look more like a shotgun blast because of their variability.” As an aside, he notes that increasing use of data capture and analysis systems will continue to shed new light on actual versus perceived welding performance.
Johnson adds that, “Nonthreaded tips have a unique bore length that provides a much lower chance for microarcing within the bore, so there’s less chance of burnback.”
Further, nonthreaded bores have the smoothest bore ID possible because they are made on Swiss-style CNC turning machines. Drilled and swaged bores common with value-priced contact tips have a much rougher surface.
“My research proves that a smooth and controlled bore minimizes debris buildup and extends tip life,” states Hassan. Rougher bores catch more debris, typically drawing compound as well as dirt and metal filings caused by wire deformation from drive-roll pressure. Inevitably, the “snowplowing” effect of debris buildup restricts wire flow to the point where the arc stumbles, leading to a burnback and the end-of-tip life.


