Walking through the entire AM workflow, shops must identify and focus on all of the key steps and variables that they must document, to ensure a robust qualification process.
“Understand what standards you will be able to leverage,” Vasquez says, “to help you develop an industry-specific qualified workflow and data-reporting structure. The potential for 3D printing is quite significant, to reduce costs or improve product design and function. The challenge we see, as companies move from prototyping to production, is that process evaluation requires thoughtful attention to each step in the workflow. Any changes, regardless of how small or large, to how you design or orient the part, or to the machine parameters or finishing processes, all will impact the final part. Outlining and documenting this workflow, then, represents a huge step toward becoming confident that you’ll wind up with functioning parts, using a process that is sustainable for production and not just for limited production of prototypes.”
Job One: Material Characterization
First on Vasquez’s list of focal points in developing a sustainable workflow: characterizing the AM materials being used for the builds, and ensuring that incoming materials meet your requirements time after time.
“In metal AM specifically, what your engineers and operators have come to understand about the metal alloys being used in conventional manufacturing processes does not necessarily transfer to metal powder,” says Vasquez. “This makes the qualification and inspection of incoming powder critical. Many conventional engineering materials aren’t available for metal AM, so shops must prove the functionality of a powder. Standards are limited, but getting better.”
Often heard, when discussing where and when to convert a metal part made conventionally into an AM part: Just because you can 3D-print a part doesn’t mean that you should. And Vasquez certainly is in this camp, adding that “manufacturers must understand the tradeoffs when moving a part from subtractive to additive, and decide what tradeoffs they are comfortable with. In some cases, you’ll be able to achieve higher strength or better surface finish with AM, but there will be a tradeoff in cost or time to produce the parts. Be sure that your engineers understand and evaluate these tradeoffs as part of the workflow.”
When it comes to qualifying parts and AM equipment, every AM-machine supplier provides a part datasheet that specifies mechanical, thermal and electrical properties that users can expect to achieve with certain powder grades. “Historically,” says Vasquez, “the values are best-case scenarios. End users must perform their own testing, based on their applications and operating conditions.”
Machine and Process Qualification
When it comes to the equipment itself, users should be sure that they can validate their processes between machines, even if they are identical in make/model. “Production volumes of the AM equipment is still low,” says Vasquez, “and variability does exist between machines. During machine and process qualification, don’t forget to include a workflow strategy for maintenance, along with other steps common to process flow: CAD data input, pre-process data preparation, machine preparation, the build process itself, post- processing and finishing operations.
“There’s no shortage of variables,” he adds, “including those concerning your personnel. Develop a checklist for operator training, and for the procedures they must follow with each build.”
A Tool to Help with Process Qualification
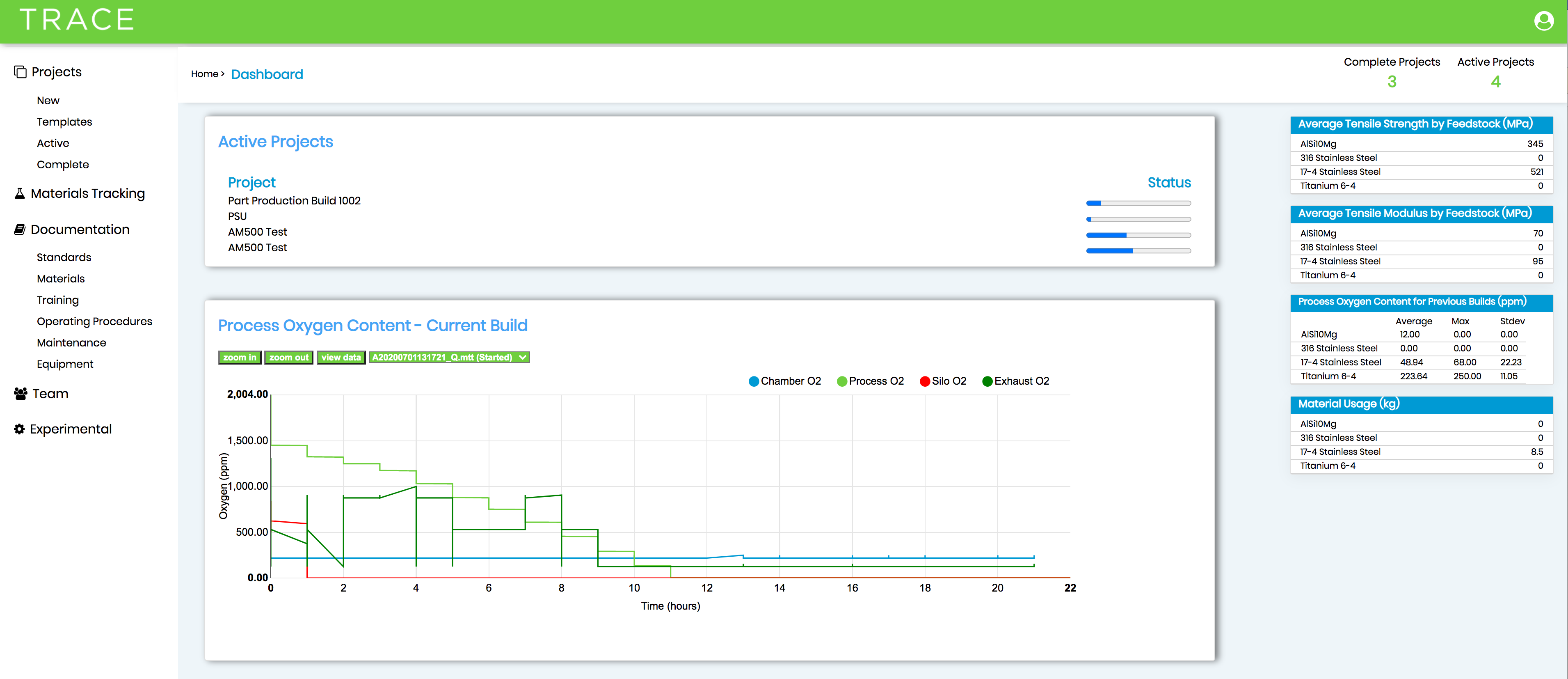
To help companies streamline and navigate all of the project-management and documentation required to ensure quality builds, particularly in production-AM applications, Vasquez and his team at 3Degrees have developed the TraceAM process, which starts with auditing the current workflow and then identifying gaps, including the implementation of relevant standards, training, process control, material handling and inspection, and post-processing. Included is a software tool that collects and analyzes data coming from the AM machine to provide immediate traceability, while helping facilities identify issues, track part inventory and meet customer reporting requirements.
Vasquez describes a recent customer of the TraceAM process: Northern Illinois University (NIU), which used the process to streamline workflow development and qualification for printing a medical device—a new, customized infant helmet as part of a cranial orthosis treatment plan. Using TraceAM, the NIU team was able to ensure a robust process that conformed to the tracking requirements of the medical industry. In all, it was able to document more than 50 process variables as part of the AM workflow developed for the new helmet, aligning with FDA guidelines and including tracking of all of the design-data inputs, material specs, machine process inputs, post-processing and final inspection.
“In the end, NIU was able to reduce production cost by nearly 75 percent, while designing a lighter helmet that is adjustable to ensure a good fit as the patient grows,” Vasquez says.
Industry 4.0 at Renishaw
Vasquez also has installed, late in 2019, the TraceAM software component at Renishaw’s U.S. headquarters in West Dundee (Chicago), IL. “We’re connected to the Renishaw API platform,” he says, “and can gather live machine data during builds. For example, we can track the build-chamber environment and monitor parameters such as temperature and oxygen content, and then tie those parameters to the final material properties of the AM parts. We also can look at production trends…how the machine is performing over time, and, for example, home in on machine-maintenance schedules if we see variability developing in the chamber environment, thus bringing Industry 4.0 to AM.”
The value of such traceability and the ease of data analysis can’t be understated, especially when so many companies still use Excel spreadsheets and other outdated ways to gather and store data. “We see a lot of end users collecting the necessary information,” Vasquez says, “and this may suffice when everything is going fine. But when issues arise, it’s difficult to create the story—to really grasp what’s going on and how to troubleshoot. Taking the next step in the workflow and troubleshooting evolution requires centralizing the storage of all of the relevant data, regardless of where it comes from, gaining the ability to quickly and efficiently analyze the data, and then making timely process changes to ensure quality builds.” 3DMP
See also: 3degrees, LLC
Technologies:






 Brad Kuvin
Brad Kuvin

 Event
Event