A Means to an End
Mass-finishing equipment can be divided into these major categories: various types of vibratory finishers, high-energy centrifugal disc/barrel finishers, drag-finishing machines and barrel tumblers. During drag finishing, parts are fixtured and dragged through a stationary media bed at a high rate of speed. The process proves ideal for finishing parts with numerous contours that may be difficult to finish in manual operations or that are adverse to part-on-part contact.
Tumbling barrels—seldom used in manufacturing environments (due to ergonomic issues, say the Dyers)—impart the least amount of finishing action and typically produce longer cycle times than any of the other equipment types.
Vibratory finishers—circular bowls or tub-style—are the most common type of mass-finishing equipment. Bowl-style machines prove ideal for finishing large numbers of small parts, and can be designed to automatically separate parts and media. Tub-style vibratory finishers get the call for larger parts.
 |

|
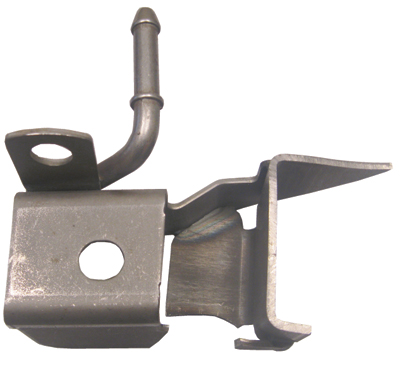
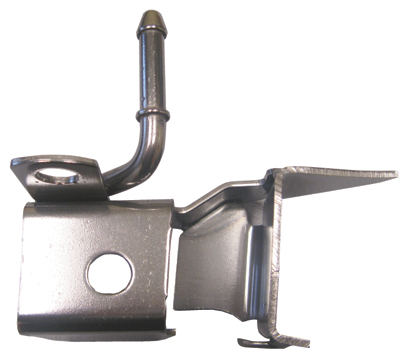
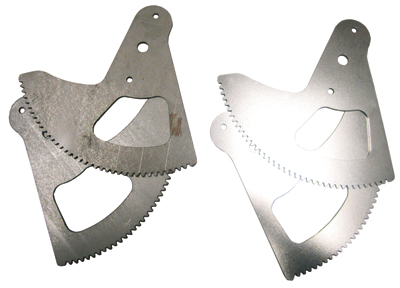
| Finishing (edge breaking) the parts labeled A occurred in a 10-min. continuous-flow process with steel media. Rust removal and edge breaking of the parts lableled B occurred in a 30-min. batch process that included use of an acidic compound. |
Growing in popularity among metal stampers, according to the Dyers, is use of continuous-flow vibratory finishing. In stamping, they say, about 80 percent of the objective with finishing is to create parts free from sharp edges to enable safe handling during assembly and packaging.
“Cleaning of parts during the finishing process also has become more important,” says Terry Dyer. “We can design a continuous-flow finishing line that will burnish or deburr, and also remove stamping lube. This eliminates secondary cleaning processes, making the stamper more cost-effective and competitive.”
For those stampers needing to do more to their parts than just burnish or deburr—such as imparting an edge radius to facilitate press-fit assembly—a batch operation still is required, “due to the longer cycle time required,” adds Terry Dyer.
For more aggressive finishing applications with small to midsized parts, the Dyers note more stampers opting for the centrifugal-disk (CD) process. CD finishers typically operate 10 to 20 times faster than standard vibratory-finishing equipment. These units are specifically designed for removing heavy burrs and for intensive radiusing, and, notes Tim Dyer, they provide optimum batch-to-batch integrity since the machines empty completely after each run.
CD machines feature a spinner on the bottom of the bowl that rotates to create centrifugal force that drives high-speed part movement through the finishing media. The process proves ideal, the Dyers say, for finishing flat parts that tend to stick together during finishing—washers, seatbelt buckles, hardware and fineblanked parts and the like.
Media Selection
Media composition is the most challenging finishing decision. The choice of composition or abrasive type, shape and size is based on the work objectives—burnishing, light deburring, general purpose or fast cutting.
1) Ceramic media can be used in a variety of delicate or aggressive applications, including burnishing, radiusing, polishing, rapid cut down, deflashing and deburring.
2) Resin-bonded media produces softer surface finishing action and provides a uniform finish, best for parts requiring more restricted edge and corner radiusing. The media smoothes parts but does not impart a high luster. Resin bonded media are very effective in pre-plate and pre-paint applications.
3) Steel media is the most effective means to a highly burnished surface, and proves particularly useful for relieving sharp edges from stamped parts.
4) Aluminum Star media penetrates hard-to-reach corners and blind holes, and finds use for light burnishing and deburring.
5) Aluminum-oxide and silicon-carbide abrasive media is used to color hardened steels and other ferrous alloys, exotic metals, brass and aluminum. A preformed version enhances luster on a stainless steel and exotic nonferrous materials. Shape and closely controlled sizing eliminate lodging in recessed areas. Other applications include burr removal and final surface finishing. Unlike aluminum oxide, silicon carbide does not impregnate soft, ductile materials. Therefore, this media proves ideal for parts that will be welded or braised, for bearing surfaces and parts that will be machined after deburring.
The Dyers note that they’ve more often been recommending steel media to metal stampers in recent years. Ceramic media—long the popular choice—tends to leave a residue on parts and may require a post-wash process. Steel, on the other hand, wears little if at all—“it’s great for edge break, light deburring and burnishing,” says Tim Dyer. “And, the parts come out very clean, safe to handle and cosmetically appealing.”
Steel media also maintains its shape and size—“if you size it correctly,” continues Dyer, “it won’t become lodged in part crevices and contours.”
The switch from ceramic to steel media doesn’t come without some planning and investment. Steel media costs more, and the finishing equipment must be robust enough to handle the heavier steel media (300 lb./ft.3 vs. 90 lb./ft.3 for ceramic), but the cost is easily justified, say the Dyers. Due to media density, ceramic is not as effective removing sharp edges in continuous-flow line as is steel media.
“The upgrade to a continuous-flow system with steel media often can result in a return on investment of less than one year, under the right circumstances,” Tim Dyer says. MFIndustry-Related Terms: Abrasive Media,
Abrasive,
Alloys,
Aluminum Oxide,
Bed,
Brass,
Burnish,
Burr,
Color,
Corner,
Discoloration,
Edge,
Ferrous,
Grinding,
Hardware,
Polishing,
Run,
Silicon Carbide,
Spatter,
Stainless Steel,
Surface,
Texture,
Vibratory FinishingView Glossary of Metalforming Terms
See also: Advanced Finishing Technologies
Technologies: Finishing






 Brad Kuvin
Brad Kuvin