2) What Type of Automation?
Selecting an automated material-handling setup is not a one-size-fits-all proposition. Most automation systems use a modular or building-block approach that enables future growth. Key determining factors: desired throughput and the amount of variation in workpiece material type and thickness.
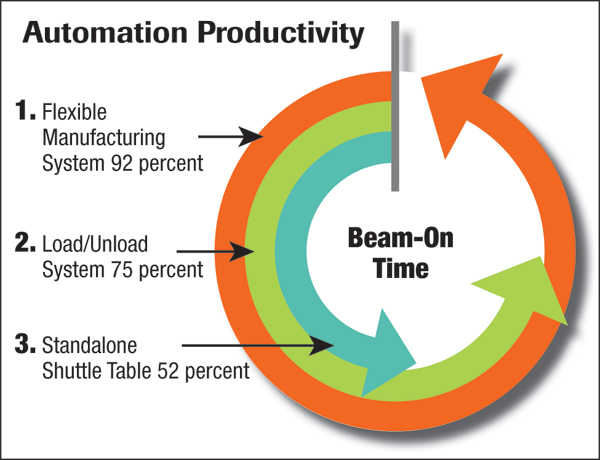
Fabricators can select from three types of automation solutions: pallet changer (or shuttle table), load/unload system, or a flexible manufacturing system (FMS). A pallet changer installed on a standalone laser enables the operator to stage one sheet of material while the laser cuts another sheet. While this basic type of automation is limited since it requires an operator to load sheets on the shuttle table (the operator paces the system), it does improve efficiency—typically by 20 percent compared to a standalone hybrid machine. In a mixed-volume and medium part-variety environment, beam-on time will average 4.2 hr. per manned shift.
 By adding a load/unload automation system to a laser-cutting machine, the system can run unattended for prolonged periods—the machine paces the system. The automation includes load and unload tables, which limits the fabricator to a single material type and thickness per setup. Therefore, this type of automation performs best in a batch-production environment with relatively few material changes. Load/unload systems can typically run 12 hr./day with one manned shift and one unmanned shift, providing 2.8-times the productivity of a standalone machine with a shuttle table. Such a system also can be used for single- or multiple-machine cells.
By adding a load/unload automation system to a laser-cutting machine, the system can run unattended for prolonged periods—the machine paces the system. The automation includes load and unload tables, which limits the fabricator to a single material type and thickness per setup. Therefore, this type of automation performs best in a batch-production environment with relatively few material changes. Load/unload systems can typically run 12 hr./day with one manned shift and one unmanned shift, providing 2.8-times the productivity of a standalone machine with a shuttle table. Such a system also can be used for single- or multiple-machine cells.
An FMS offers the greatest opportunity to run unattended, because it enables a fabricator to use various material types and thicknesses while running unmanned. The design of an FMS includes multiple material-loading shelves for storing and loading material into one or more laser-cutting machines. An FMS shines when shops perform frequent material changes, as in a job-shop environment or within an OEM producing in relatively small batches. Machines equipped with an FMS typically experience 92-percent beam-on time with 14.7 hr. of cutting per day when running one manned and one unmanned shift.
3) What Should the Initial Configuration Look Like?
To configure an automation solution, a fabricator must consider several factors, beginning with machine type. A hybrid cutting machine has a single table that typically proves effective for one or two machine cells processing mild-steel sheet ¼ in. or thicker. Sheet-loading time will represent a smaller portion of total processing time, since cut time on this thicker material will be relatively high.
Pallet changers prove most effective when cutting thinner material, or typically where more than two machines are needed in the automation system. Here, a hybrid machine may have to sit idle while waiting for new material to be loaded. The second pallet on a shuttle-machine design operates as a buffer so that new material is loaded and ready for cutting.
Since most automation setups are modular in design, a fabricator can modify the system as needs change, including the number of machines within the cell. Therefore, a fabricator can rest easy specifying a system based on near-term needs, knowing it can add to its automation solution as needed.
Consider these five variables when designing an automation setup:
1) Type of material storage required;
2) Number of machines in the cell;
3) Requirements of the material transfer system;
4) Control methodology for the automation system; and
5) Type of material-unload system.
Material storage—Fabricators can select from a variety of loading tables and material-storage shelves. A load/ unload system employs a single, fixed load table, or a scissor-lift table to accommodate more material. Specify a design with enough capacity to run unattended for the unmanned timeframe desired (overnight, for example).
An FMS offers the flexibility to store and load different material into the automated system. Shelves are stacked into a tower configuration, with each shelf storing a single material type and thickness. The shelves have individual weight limitations and total capacities for each tower. Depending on the manufacturer, tower configurations can hold as many as 20 shelves, and often towers can be grouped for even greater capacity.
Number of machines—Let the machine manufacturer specify the number of machines required for the expected workload. As previously discussed, the increase in throughput once the automation is installed can be dramatic. No need to over-build the automation system and tie up operating capital unnecessarily. And, remember that most systems are modular, so if capacity requirements grow so can the capabilities of the automation system.
 Material transfer—The two main considerations when contemplating material transfer are the maximum weight of the sheets being moved, and whether or not part sorting is required after cutting. All systems have limitations in terms of workpiece size and thickness, and many have a maximum capacity of 1-in. mild steel. Depending on system design, a fabricator may be able to load single sheets into a cutting machine without using the transfer device (traverser). This flexibility allows the fabricator to store and automatically load only commonly used sheet sizes, and load over-capacity sheets or remnants separately. Traversers use a variety of methods to transfer sheets of material, including suction cups and rakes (forks).
Material transfer—The two main considerations when contemplating material transfer are the maximum weight of the sheets being moved, and whether or not part sorting is required after cutting. All systems have limitations in terms of workpiece size and thickness, and many have a maximum capacity of 1-in. mild steel. Depending on system design, a fabricator may be able to load single sheets into a cutting machine without using the transfer device (traverser). This flexibility allows the fabricator to store and automatically load only commonly used sheet sizes, and load over-capacity sheets or remnants separately. Traversers use a variety of methods to transfer sheets of material, including suction cups and rakes (forks).
Part sorting is a useful and relatively new option available with automation systems. There are a variety of designs available that can automatically separate the cut parts from the scrap skeleton, place the parts on an offload table and then move the skeleton onto a separate table or dump it into a scrap bin.
Automated system control—A load/unload system only requires a basic cell controller that directs the loading of a new sheet as the previous sheet completes the cutting cycle. This relatively simple control sequentially loads programs to cut on the machine.
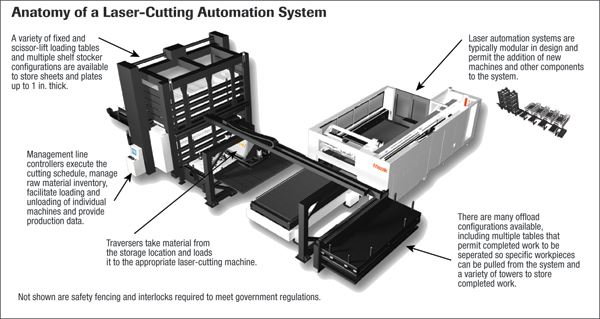
More advanced management-line controllers (MLCs) can be used for load/unload systems, and are required for an FMS. The MLC handles all production-management functions, enabling programs to be continually fed to the laser-cutting machines. It will manage raw-materials inventory and can keep track of partial sheet storage. Programs are prioritized through the scheduling function. The system loads and unloads as many as four machines by sending the appropriate material and program to the next available machine, according to specified parameters. An MLC can provide production data that identifies what was cut, when it was cut and how long it took to cut.
Material unload—Similar to material-storage and loading options, fabricators can select from numerous configurations of fixed and scissor-lift tables for handling completed sheets. It is not uncommon to combine multiple offload tables so like-parts can be stacked. The MLC can direct the traverser to move specific parts to a particular table. Tables can ride on a rail system so they can be pulled from the cell for unloading without endangering operators. (Although we’re not addressing fences, interlocks and other safety apparatus here, the machine manufacturer will specify the safety equipment necessary to comply with government safety regulations.)
Storage towers also can be added to an FMS, to enable separation of finished work. Configurations and capacities are similar to the variety of load-tower options.
As you design an automation system, plan for growth and consider workflow layout, including material loading, unloading and other operations.
4) What Challenges Lie Ahead?
While implementing a laser-automation system will have a dramatic impact on throughput, when incorporating existing laser-cutting machines into the system do not underestimate the lost production capacity during system build and integration. Also, carefully consider downstream operations relative to workflow and capacity.
Skilled labor also is an important component of the plan. While automated-system operation will require fewer operators than will standalone machines, a few skilled people are critical to oversee effective operation and to maximize throughput. Training must be a core element to implementation. Production expectations should gradually ramp up as the system comes online.
With a laser automation system fully operational, expect a dramatic impact on downstream operations—bending and welding, for example. Where laser cutting might have caused a bottleneck, automation will eliminate it. But, if capacity for downstream operations does not increase, the bottleneck will simply shift. Therefore, you must develop a plan for handing the increased volume of laser-cut workpieces awaiting secondary operations. Initially, you may need to pace the lasers based on a pull approach from bending, welding and other downstream operations.
A final consideration is the attitude of everyone affected by the automation system. Employees may fear for their job security, or mourn the loss of overtime hours. Gaining a certain amount of buy-in from the shop floor will enhance the likelihood of a successful project. MF
See also: Mazak Optonics Corporation
Technologies: Cutting






 Marc Lobit
Marc Lobit


