Sub-Zero Warms Up to Flexible Fabrication
December 1, 2012Comments
The 480,000-sq.-ft. Sub-Zero, Inc. appliance-manufacturing facility in Goodyear, AZ, opened in mid-2011 to accommodate the company’s growing production demands that had outstripped its two manufacturing plants in Fitchburg, WI. The new plant, with 300 employees working two shifts, houses an array of sheetmetal-fabrication equipment including standalone turret punch presses, laser-cutting machines, a servo-electric automated panel bender and a punch/shear combination machine. 
Sub-Zero manufactures modern kitchen appliances using state-of-the-art sheetmetal-fabrication equipment.
Among the products churned out by the plant are its groundbreaking built-in refrigerators, developed some 60 years ago, as well as a full array of domestic cooking appliances including kitchen stoves, cooktops, wall ovens, warming drawers and ventilation equipment.
Punch-Shear Flexibility
Sheetmetal fabrication took a productivity turn for the best when, according to manufacturing engineering technician John Dolinski, Sub-Zero purchased its automated punch-shear combination machine in 2008 (a Shear Genius from Finn Power, now Prima Power North America).
“We were having issues with our existing stand-alone fabricating equipment, and began searching for new technology,” explains Dolinski. 
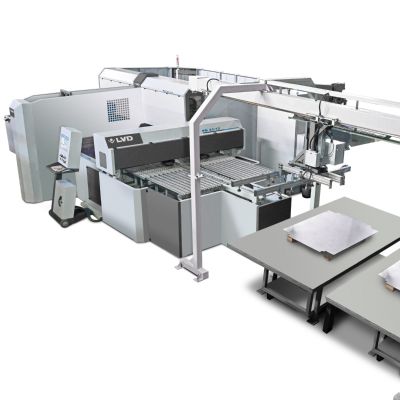
With the integrated punch/right-angle shear combination concept, the objective is to provide one machine capable of transforming a full-sized sheet into punched parts. Sorting and stacking automation then moves the parts to secondary bending operations without being touched by human hands.
With the Shear Genius integrated punch/right-angle shear combination concept, the objective is to provide one machine capable of transforming a full-sized sheet into punched parts. Sorting and stacking automation then moves the parts to secondary bending operations without being touched by human hands. As loading, punching and shearing of parts became automated at Sub-Zero, the result was finished parts with a dramatic reduction in scrap and manual labor, while increasing profitability.
Sub-Zero also finds that the machine eliminates wasteful skeletons and costly secondary operations such as deburring. And the integrated right-angle shear avoids the nibbled edges on the part exteriors. In fact, the same clamps that hold the sheets for punching also hold them for shearing. The end result is true single-piece flow synchronized with Sub-Zero’s cycle times.
“The punch-shear combination machine operates much more quickly and accurately than what we were using before,” says Dolinski. “Automation is what really takes fabrication to a new level. The machine also processes longer parts much more efficiently than our old stand-alone turret punch presses.”
“We try to run lights-out on a daily basis,” adds supervisor Howard Masters. “With the Shear Genius, we no longer need to shear blanks to size. We can nest multiple parts on one sheet, and have eliminated a great deal of material handling.”