|
| Along with its new mechanical presses, Manitowoc Tool & Manufacturing has invested in the latest coil-handling technology to feed them. This 48-in.-wide-capacity coil line feeds a Seyi 660-ton press, and gives the metalformer tighter control of material straight through the tooling while keeping the material finish pristine, a must given that Manitowoc produces a large amount of cosmetic parts. |
“These lines run a bit of everything, including prepainted material and aluminum, and we’ll run coil as narrow as 4 in.,” says Reinhart. “Anything coming through our doors can run on these lines. We really like the flexibility and programmability of the coil feeds, which allow us to run these various materials and coil sizes. The programming features (scanning a barcode on a die triggers changes in a variety of feed-line variables specific to that die), along with using the coil cars help increase our setup speed.”
With Dallas Industries’ AutoSet, adjustable points on a feed line such as straightener rolls, edge guides, coil guides and feed passline automatically are positioned based on job recipe, which provides quick, consistent setup for each job, according to company officials.
And, because MT&M produces a large amount of cosmetic parts, Reinhart appreciates feed features designed to prevent material marks. Many servo-feed controls use a trapezoidal motion profile that creates quick, jerky motions that can cause slippage, material damage and added stress to machine components, say Dallas officials. The company’s ProfileSelect mode, conversely, uses a sinusoidal (cam-motion) profile. This reportedly results in a smooth feed motion that utilizes 100 percent of the press-feed window, reducing stress on the material and the feed’s mechanical components. Another feature, Sync-Loop, synchronizes the feeder and straightener speeds to enhance a material loop’s stability and control. Loop-height setpoints can be stored in job recipes, providing tuned feed and loop control for each job.
Working to Stay on the Leading Edge
As a job shop with a dizzying amount of part numbers, a synchronized line, from feed to press to tooling and beyond, means less costly and time-consuming babysitting. By adopting the latest technologies such as these new feed systems, MT&M can remain competitive and cement itself as a leading-edge manufacturer, according to Reinhart.
“We want to run the latest equipment, from the die shop to the press room,” he says.
In its forward-thinking technology quest, MT&M recently added a quality-control room with a scanning arm and tabletop coordinate-measuring machine. In addition, the company, during MetalForming’s visit, was preparing to go live with a Merlin dashboard system.
“We will have a dashboard for all employees at their worksites,” says Reinhart. “At each of our 18 presses a dashboard will project a score for overall equipment effectiveness. We want to give our employees all the information that we can.”
MT&M also has activated two new press-tending robots to assist in appliance-panel production on the newest 660-ton press. In addition, the company is looking at new 1000- or 1200-ton presses, possibly servo-driven, to reside in the plant’s newest addition and add to MT&M’s capabilities.
“Tonnage capacity is an issue for us, and we’d like to increase it,” Reinhart says, noting that to ease the burden on production, MT&M recently added a tryout press. “We probably can test 80 percent of the dies we build on that press.”
Within the past year, the company has embarked on a 5S journey (“We don’t think that will ever be finished…it’s a continuous journey,” says Reinhart) and already results are apparent throughout the practically spotless and orderly plant. The atmosphere is aided appreciably by the recent addition of LED lighting throughout. And speaking of atmosphere, all 139,000 sq. ft. of MT&M are climate-controlled, offering comfort for employees and providing an environment that prevents material rust. In fact, some customers have the company store parts onsite to avoid rust issues.
Committed to Its People
Beyond the technology, MT&M invests in its people. Reinhart speaks with pride about its tool design, building and maintenance capabilities, stressing that the company has seven tooling engineers on staff and can readily build and maintain its own tooling as well as provide tooling to outside manufacturers.
“We have a competitive advantage in that we carry a fully staffed tool and die shop,” he says, noting that at all times MT&M carries two to three tooling apprentices. “We had trouble finding talent about five years ago, but now it seems that young people want to get into this field, so it is all good now.”
As evidence of how much the company values its employees, during our tour Reinhart pointed to the lost-time scoreboard hung prominently on the plant floor. It read 3780, or more than 10 years without a lost-time injury.
“We are very proud of our lost-time number,” he says. “We are not dealing with small parts or small equipment. We deal with heavy stuff and have been very fortunate with regard to safety.”
That safety record is no accident, as the company, according to Reinhart, strives to help its employees be as conscientious and knowledgeable as possible about their work environment.
“We constantly train our employees and send them to school,” he concludes, “to hopefully better them and better the company.” MF






 Lou Kren
Lou Kren With a brand-new 20,000-sq.-ft. addition, Manitowoc Tool & Manufacturing LLC (MT&M) now approaches 140,000 sq. ft. of manufacturing space at its facility in Manitowoc, WI. Under roof, the family-owned company does seemingly everything under the sun to turn sheetmetal blanks and coil into parts and assemblies for lawn-and-garden, trucking, automotive, RV, lighting, lamination and other customers. MT&M provides tool and die design and build, and three-shift metal stamping in annual volumes from 1000 to 3 million-plus parts via 18 presses in capacities from 60 to 800 tons. Other processes include waterjet cutting, and a host of value-added services including spot welding and assembly.
With a brand-new 20,000-sq.-ft. addition, Manitowoc Tool & Manufacturing LLC (MT&M) now approaches 140,000 sq. ft. of manufacturing space at its facility in Manitowoc, WI. Under roof, the family-owned company does seemingly everything under the sun to turn sheetmetal blanks and coil into parts and assemblies for lawn-and-garden, trucking, automotive, RV, lighting, lamination and other customers. MT&M provides tool and die design and build, and three-shift metal stamping in annual volumes from 1000 to 3 million-plus parts via 18 presses in capacities from 60 to 800 tons. Other processes include waterjet cutting, and a host of value-added services including spot welding and assembly.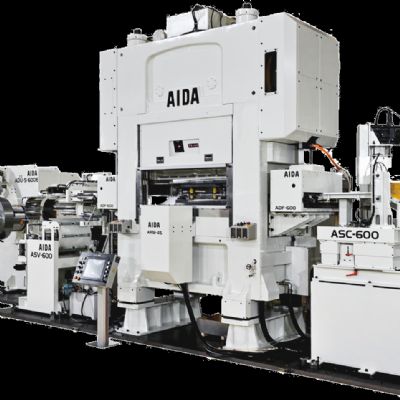
 Video
Video