For example, with titanium extra-low interstitial (ELI) powder, oxygen composition must be less than 0.13 percent by weight and nitrogen less than 0.05 percent by weight. If a powder’s composition exceeds these parameters, it is unfit for use. The manufacturer also must evaluate powder size, referring to specifications for particle-size distribution (D-values such as D10, D50 and D90). For example, if the D10 specifications lie between 17 to 22 microns and the powder fails to meet that spec, it is deemed a non-optimal powder. Further, when analyzing powders, manufacturers must use proper sampling techniques to obtain a homogenous sample.
Machine qualification occurs throughout every AM-process step. Ideal tests and qualifications include FAT (Factory Acceptance Testing), IQ (Installation Qualification), OQ (Operational Qualification) and PQ (Performance Qualification). It also is important to design quality-assurance processes to qualify all the zones in the build area; establish frequency of qualification testing and statistical process control; and to correlate all in-process monitoring signals to actual material properties.
2) Design
Once a manufacturer has completed geometric part design, it must export the data from CAD to STL, and follow design-for-AM guidelines. If it is unclear how to orient the part on the build platform, then the part may not be optimized for AM.
This step also is critical in determining shape, size and surface quality of the finished product. If the resolution is too high or too low, surface quality will suffer.
The designer also must account for any shrinkage that may occur during production. Undersized parts cannot be fixed and must be scrapped, while the manufacturer can take steps to bring oversized parts into spec.
3) Build Preparation
 |
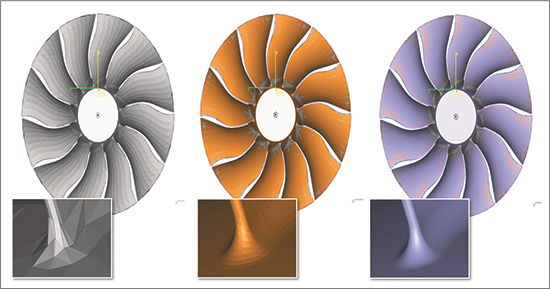
| The metal-AM process designer must carefully consider and plan for the quantity and weight of the support structures. Supports in holes can improve the roundness and microstructure in downfacing overhangs. The top image represents poor support-design practice; the bottom is optimal. If the hole has an angled or arched upper area, it likely will not require any supports. |
In preparing for production, several factors affect how to orient the part in the build chamber, including cost, quality, buildability, and post-processing needs and capabilities. In terms of buildability, instances occur in metal that require support structures to build a part. For example, shallow angles of 5 to 10 deg. require support structures.
To ensure quality, consider the quantity and weight of the support structures used. Often, when manufacturers try to additively manufacture legacy parts, they will be oriented at an angle that requires heavy support structures. These AM parts will require additional post-processing to achieve good surface quality. And, when considering cost, carefully balance how many parts can be built at once on the platform without significantly increasing build time.
4) Build
Before beginning the build process, the manufacturer must carefully inspect several machine components to ensure production success. These include the build chamber axes, recoater units, lenses, filter system and the gas-flow nozzles inside the chamber. Check the recoater blade for damage and clean the chamber for any residue powder from the previous build. Also look for damages to the build plate, and ensure that the build platform is level and that the lenses are clean.
With the proper machine conditions verified, the operator closes the door, purges the process chamber and then waits 30 to 60 sec. for the setup to reach ideal process conditions. This is an essential step, where the system monitors any fluctuation in the sensor signals to ensure process stability.
After this short waiting period, the build can begin. When the machine operator starts the machine, the lasers will scan the powder bed and proceed to build the parts layer by layer. Throughout the build, the user can monitor progress using the powder-bed camera. This gray-scale camera atop the build platform captures two images of the build per layer applied. If any parts break on the build platform or the build is incorrectly supported, the machine operator can detect the layer in which a flaw began.
Upon successful build completion, the operator removes the part and the build platform from the chamber. Wearing safety gloves and other required PPE gear, machine operators must then thoroughly clean the machine to ensure the removal of all residual powder. 5) Post-processing
Parts, once removed from the build platform, may require heattreatment and/or blast machining. When heattreating, carefully consider thermal contraction or distortion within the parts. If the surface finish produced is too rough for the intended use, micromachining processes can achieve the desired surface finish.
6) Inspection and Quality Evaluation
Quality evaluation, which will differ from part to part, may involve destructive testing or an X-ray CT scan to examine the microstructure. Using in-process monitoring data at this phase is critical for comparing, part characteristics at different stages of the build. The more in-process monitoring performed and the more data collected throughout the process, the easier and more successful the inspection and quality-evaluation phase will be. It also is important to refer to the design specs to evaluate whether the part precisely matches the intended result. Arguably, inspection is the most important step because it defines process capabilities for the design engineers and helps regulatory agencies understand and identify any potential risks or part defects.
Finally, to facilitate continued adoption of metal-AM processes, simulation techniques are becoming more widely used. These empower customers to practice and master the build process before spending valuable time and money on producing real parts. 3DMP
See also: EOS of North America, Inc.
Technologies:






 Ankit Saharan
Ankit Saharan