





Improve Material Formability with Servo PressesTest Confirms
May 1, 2015Comments
 With end-users increasingly demanding the use of high-strength, difficult-to-stamp materials, new methods for increasing the formability of these materials are required. Servo-driven presses can provide just such a method, according to a test by Simpac, a Korean press builder. Ultimately, testing found that by using die-cushion servo control in addition to slide motion, the effects of various motion profiles can be fully taken advantage of to enhance material formability.
With end-users increasingly demanding the use of high-strength, difficult-to-stamp materials, new methods for increasing the formability of these materials are required. Servo-driven presses can provide just such a method, according to a test by Simpac, a Korean press builder. Ultimately, testing found that by using die-cushion servo control in addition to slide motion, the effects of various motion profiles can be fully taken advantage of to enhance material formability.
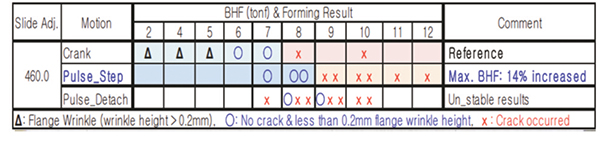
The company was interested in studying the effects of different motion profiles on material formability, with its draw testing performed by a 250-ton Simpac direct-drive servo press featuring a 250-mm stroke and capable of speeds from 1 to 40 strokes/min. The press, with an installed hydraulic die cushion, can operate in crank, pulse-step or pulse-detach mode. Drawing was conducted using a rectangular blank to form 50-mm-dia. cups.
In its tests, Simpac found that using pulse-step motion produced 8 tons of blankholding force whereas crank motion produced only as much as 7 tons—a 14 percent enhancement. Using pulse-detach motion produced mostly breakage. Examining friction-reduction effects, the tests found that the effects of the surge in die-cushion pressure were less than the friction-reduction effect in slide motion, while the opposite held true in pulse detach.
Simpac: www.simpac.co.kr/english
View Glossary of Metalforming Terms
See also: SIMPAC America Co. Ltd.
Technologies: Materials, Stamping Presses


 Video
Video