Peter Ulintz
Peter UlintzProgressive Dies and Tipping Moments
August 1, 2014Comments
The most important step in designing a progressive die is the development of a strip layout. The strip layout directly affects die size, cost and maintenance, press selection and maintenance, repair costs, stamping costs, in-process reliability, dimensional accuracy and the cost of poor quality.
 A strip layout largely depends on the designer’s personal experience and the customary practices of the press shop. The final strip design and approval often is determined by a team of skilled and experienced individuals from various engineering and manufacturing disciplines. Unfortunately, this experience-based approach can result in strip layouts that position the center of the progressive die with the center of the press slide.
A strip layout largely depends on the designer’s personal experience and the customary practices of the press shop. The final strip design and approval often is determined by a team of skilled and experienced individuals from various engineering and manufacturing disciplines. Unfortunately, this experience-based approach can result in strip layouts that position the center of the progressive die with the center of the press slide.
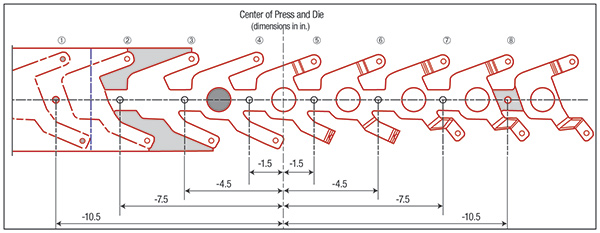
 Arbitrarily positioning the progressive-die centerline with the slide’s centerline ignores the fact that when two or more die stations perform their task on the strip, the forces may not occur simultaneously or be equal across all die stations. Uneven force distribution across the press slide will cause the slide to tip and move laterally in the direction of the greatest force. If this movement occurs while punches are engaged with other die components, excessive wear or damage may occur. Die damage and wear increases die-maintenance costs and compromises dimensional consistency of the stampings being produced.
Arbitrarily positioning the progressive-die centerline with the slide’s centerline ignores the fact that when two or more die stations perform their task on the strip, the forces may not occur simultaneously or be equal across all die stations. Uneven force distribution across the press slide will cause the slide to tip and move laterally in the direction of the greatest force. If this movement occurs while punches are engaged with other die components, excessive wear or damage may occur. Die damage and wear increases die-maintenance costs and compromises dimensional consistency of the stampings being produced.
All stamping presses have maximum off-center loads established by the press manufacturer. This represents the maximum loading that a press can safely handle without suffering long-term damage. Since a strip layout serves as a master plan that determines nearly every decision made during the die-design process, slide tipping—also known as tipping moments—must be addressed during strip layout.
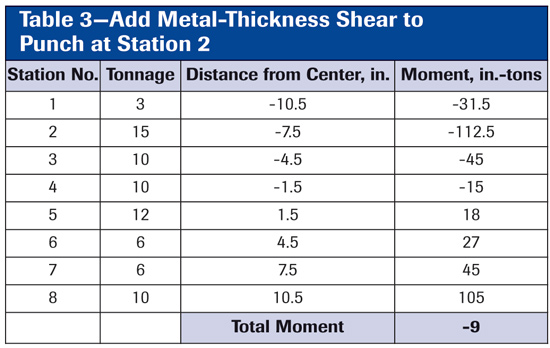
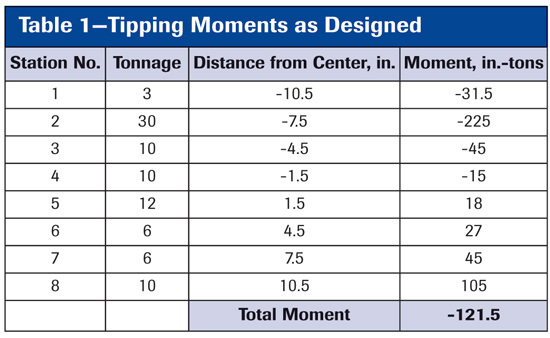
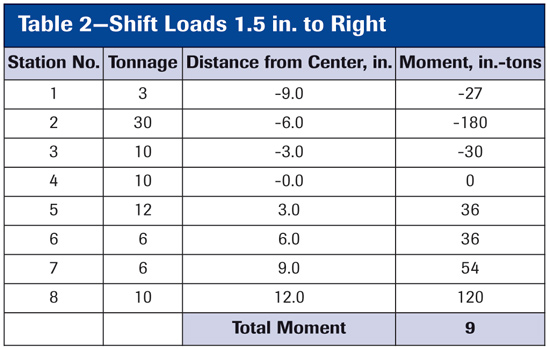 To calculate tipping moments, multiply the cutting and forming forces by the distance from the center of the press at which these forces occur. Using the center of the press slide as the origin, distances to the left would have negative values while the distances to the right would have positive values. In a perfect world, the sum of the moments would equal zero, indicating balanced forces across the press slide.
To calculate tipping moments, multiply the cutting and forming forces by the distance from the center of the press at which these forces occur. Using the center of the press slide as the origin, distances to the left would have negative values while the distances to the right would have positive values. In a perfect world, the sum of the moments would equal zero, indicating balanced forces across the press slide.