Peter Ulintz
Peter UlintzThe Influence of Material Type on Die Design
November 30, 2013Comments
The raw material type and grade specified for a metal stamping greatly influences the die design and build processes, so much so that some rule-of-thumb guidelines followed by die designers and toolmakers may not als apply. For example, while die designers and toolmakers typically apply a die clearance of 10 percent per side for cutting and punching mild steel, it is the worst possible clearance to apply to stainless steel in terms of burr height (Fig. 1).
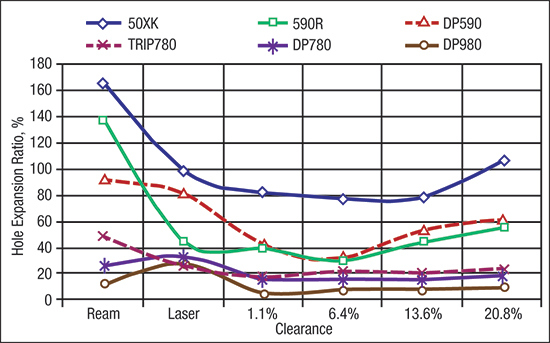
Materials with low yield-to-tensile strength ratios, such as many high-strength steels, require greater punch-to-die clearance to provide the mechanical leverage required to break the slug cleanly with a minimum burr. Recent research on advanced high-strength steels reveals that a clearance of as much as 21 percent per side may be required for optimum edge-stretching ability (Fig. 2).
Aluminum Stampings
Aluminum stampings weigh one-third that of comparable steel stampings of the same thickness, making aluminum an attractive material for mass reduction. However, many automotive grades of aluminum will form much like a 100,000-PSI yield-strength steel, with only about two-thirds the stretching ability. Because of aluminum’s planar anisotropy and forming limits, successfully stamping these alloys depends highly on blank shape. Part design characteristics, including radii, draw depths, wall angles, steps and transitions, all interact to affect the cost and quality of an aluminum stamping.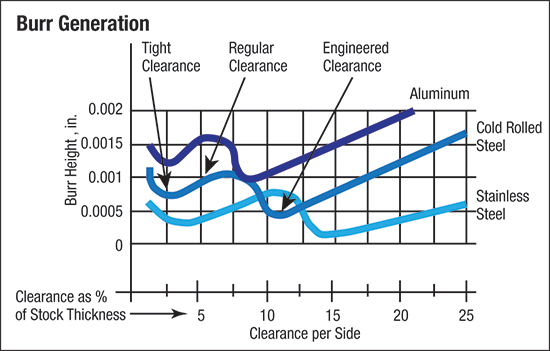
Fig. 1—Burr height and cutting clearance relationship—courtesy Dayton Progress.
For aluminum alloys, keep the limiting draw ratio (LDR) below 1.6 unless you have previous experience with the particular alloy in question. An LDR of 1.6 is equivalent to approximately 38 percent reduction for the first draw. Subsequent redrawing percentages should be approximately 22 percent, 17 percent and 12 percent, assuming that the ratio of material thickness to blank diameter exceeds 0.25.
Set punch radii for aluminum stampings at eight to 10 times material thickness, and die entry radius at five to 10 times material thickness. As a general rule, the punch radius should exceed the die radius, to reduce the tendency for the punch to penetrate through the material.


 Video
Video