Peter Ulintz
Peter UlintzPressure Strippers Part 1
July 1, 2009Comments
The term “stripper” applies to the stripping plate, keepers or retainers, and pressure system (springs, gas, rubber, etc.), which all aid in the stripping of stock material from around the punch steel.
Most die-design rules of thumb recommend stripper pressure be equivalent to approximately 10 to 30 percent of the cutting force. In general, softer materials and tighter die clearances will require higher stripping force. But for every rule of thumb there is some degree of trade-off for the convenience of applying the rule. In the case of stripping forces, the trade off is die wear.
From a technical perspective, frictional forces influence the amount of pressure required for stripping. In high-school physics we learned, “Friction is FmN.” This was a convenient to remember that friction (F) was the product of the coefficient of friction (m) times the normal force (N). The frictional forces associated with stripping force relate directly to the rate at which the punch and die-component cutting edges wear. As a result, a primary design objective should be to reduce the value of the “m” and “N” factors so that more stampings can be produced between sharpening.
Factors that influence m include:
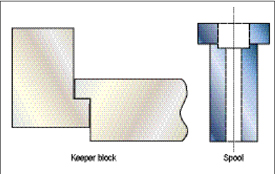 |
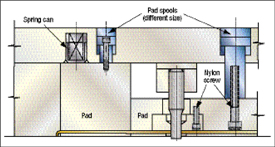
| Fig. 1—Keeper and spools are more reliable than stripper bolts. |
• Lubrication, which breaks down with process heat;
• Punch surface finish, which contributes to adhesive wear;
• Punch hardness, which often degrades over time due to poor sharpening practices; and
• The type of material being punched.
Factors that influence N include:
• Punch-to-die cutting clearance, which increases the normal force as the clearance is reduced;
• The ratio of hole size to stock thickness;
• The spacing between adjacent holes; and
• The cutting edge conditions on the punch.