





Very Satisfied Customers
Part size and complexity called for the use of center-driven dual-belt conveyors. As rail length (width across the belts) changes from die to die, operators, as part of the job setup procedure, quickly shift one belt in or out as needed.
Once the mobile visual-inspection system was built, installed and debugged to ensure repeatable delivery of the rails in a predictable pattern, all quality concerns vanished. In fact, the setup worked so well that over the years Tella Tool has constructed a total of five of the mobile inspection systems—conveyors and all —for use at its Lombard plant, and a sixth mobile visual-inspection station for use at its 50,000-sq.-ft. sister plant in Brownsville, TX.
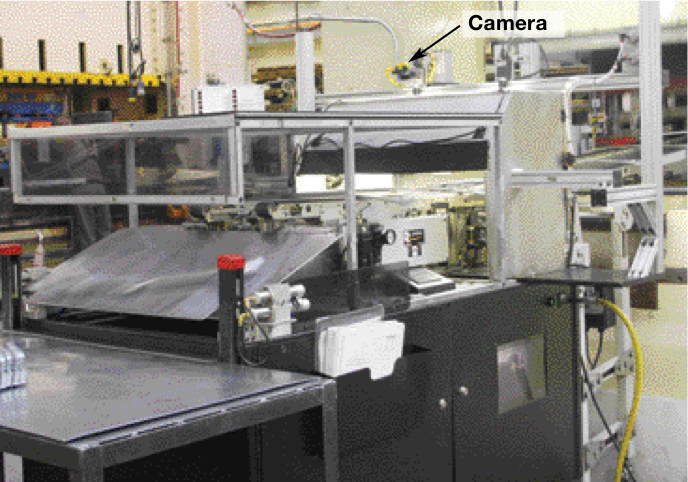 |
| A portable cart houses everything needed for the visual-inspection station, including a second set of conveyors, overhead-mounted camera and a parts-sorting setup that deposits bad parts in a locked bin |
“We’ve yet to ship a bad part to the customer since we began using the vision systems,” says Szymanowski. “Our customers are very happy—customer satisfaction has gone through the roof. These systems are difference makers. And, we’re much more comfortable running our presses faster knowing that the cameras see all.”
Tella Tool has about 380 dies in active duty, Szymanowski says, changing dies on its two dozen presses every day or two. Of those dies, about one-third make use of the custom-built vision systems for part inspection and quality verification.“We use the systems to look for holes, forms, inserted hardware and other features,” says Szymanowski. “They couldn’t be easier or faster to set up—when the operators execute a die change, they also enter into the inspection-system control a code that calls up the appropriate custom inspection routine based on the part number. Some inspection programs look for 25 to 30 different features on each stamping. The configuration of the conveyors might be the only thing that requires a manual change in the entire setup.”
As the presses run under the keen eyes of the cameras, Szymanowski can monitor operation of each press line remotely. Any adjustments to the lines can be done either at the press or from his office.
“For example,” Szymanowski offers, “if one coil of steel appears darker in color than another coil, we may need to adjust the contrast setting in the program, rather than adjust the intensity of the lighting. We can monitor that from our office and make the necessary changes to the program settings from the office rather than having to run out onto the shop floor, or having to rely on the operators to be able to do that.
“We’re working toward becoming more and more lean, and allowing our operators to become as productive as possible,” adds Szymanowski. “These automated visual-inspection systems have helped us make great strides in that direction.” MF
View Glossary of Metalforming Terms
See also: QC Industries, LLC
Technologies: Pressroom Automation, Sensing/Electronics/IOT


