 Joe Jancsurak
Joe Jancsurak
Associate Editor
Hot Forming Potential Continues to Heat Up
July 1, 2018
|
| Hot-forming enables extremely strong structural parts with complex shapes. |
Stampers steering away from hot forming because of equipment costs and process complexity may want to consider a change of course. With automotive, and now aerospace, agriculture and possibly other markets embracing Gen 1 and Gen 2, and soon, Gen 3 cold- and hot-formed advanced high-strength steels (AHSS), demand for hot-formed (aka press-hardened steel, or PHS) parts continues to accelerate. (For more on the distinct steel classifications, see page 56 of the April issue of MetalForming, or visit www.metalformingmagazine.com.)
“As advancing technologies increase production speeds and rates, while driving down production costs and scrap rates, we’ll continue to see more hot-formed parts,” predicts Mike Austin, director of manufacturing engineering at Diversified Tooling Group (DTG), Madison Heights, MI. With its four affiliated companies—Superior Cam (tooling and processes for prototype sheetmetal parts and assemblies); Midland Design Services (CAD die design); Bespro Pattern (foundry tools); American Tooling Center (production tool and die)—and 775,000 sq. ft. of engineering and manufacturing floor space, DTG is a full-service manufacturer of stamping dies and stamped parts. Austin closely monitors market trends and says that industry experts forecast a fast-growing compounded annual growth rate (CAGR) for the next several years. For example, according to marketresearchfuture.com, the CAGR for AHSS from 2017 to 2023 is projected at 9.8 percent.
|
| Elongations from 25 to 50 percent can be achieved after austenization. |
So what is it about hot forming that makes it an attractive option? With today’s steel options and presses, it delivers a host of benefits:
- It allows use of high yield-strength and tensile-strength (to 2000 MPa) steels, about six times as strong as those produced a decade ago, which resist deformation while improving stiffness of vehicle structures.
- Springback issues seen in cold-stamped AHSS are eliminated, despite complex geometry of parts and high final-part strength.
- Hot forming results in high yield strength and steep cyclic stress-strain response, which creates excellent fatigue performance.
- It offers high potential for weight reduction, resulting in significant mass reductions in vehicles, helping to achieve fuel-economy targets.
- Laser-welded (or tailor-welded) blanks with different combinations of thickness, properties and surface coatings can be hot-formed as a single stamping, achieving optimal strength and ductility in vehicle-safety components such as door-reinforcement beams, frame supports and crossbeams, or complete door-opening rings.
- Temperature control using partially heated blanks or quench-rate adjustments can create zones with different strength levels in the final stamping, providing energy-absorbing crush zones.
- Deep cross-sectional shapes can be formed due to elongation of 25 to 50 percent during forming, allowing a reduction of the number of stampings in the vehicle and associated assembly cost.
-
|
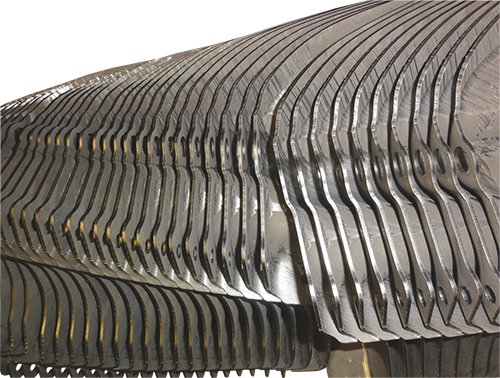
| Heavy-gauge, high-strength structures can be produced using hot-forming. |
Excellent corrosion resistance is made possible due to improved coatings and alloys.
- There is, however, a price to pay in order to achieve these capabilities in terms of equipment considerations. Hardware musts include:
- Furnace located before the press line’s forming station to heat the blanks to about 930 C;
- Hydraulic or servo-mechanical press and hot-form stamping dies with internal cooling channels and dwell capabilities to maintain tonnage at bottom of stroke during quenching;
- Automated part-handling system to handle hot parts;
- Process monitoring to ensure proper heattreatment of the material; and
- Safety features to protect operators from hazards associated with the heattreatment process.
Comparing Costs
Considering the equipment and process, it should come as no surprise that the cost of a hot-stamping line significantly exceeds that of a cold-stamping operation. “The production cost of processing the sheetmetal is generally higher for hot-formed because of slower process rates, and energy and related costs to heat the sheetmetal, and the higher costs of laser cutting versus secondary cold-stamping operations,” Austin explains, adding that a hot-stamping line will, on average, cost 20 to 40 percent more than a cold-stamping transfer-press operation.

|
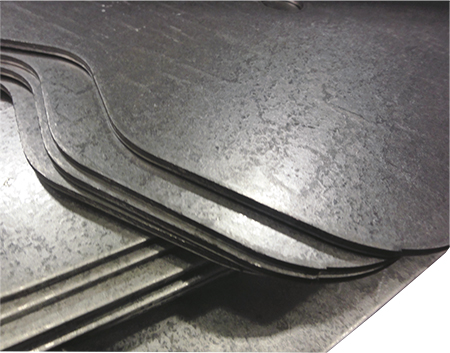
| Locator holes in blanks help control the part during forming and in many cases, eliminate the need to laser trim.
|
However, Austin also points out that with hot forming, tooling costs can be reduced by as much as 30 to 40 percent. Why? “With cold stamping of AHSS, you have a line of presses or a transfer press, and you’re building three to five dies that may have to be machined multiple times to make the part due to springback variation,” he says. “Furthermore, the stamper may still need to re-machine the dies several times over their life-cycle. With hot forming, you build one die—a more expensive die—but because of the material’s near-zero springback, the die doesn’t have to be remachined. It’s a very efficient process in terms of tooling.
“Take for example,” continues Austin, “a transfer press producing medium-sized parts. Every set of tools could cost as much as $1 million, and you might buy 40 sets of tools over the life of that press. If by hot forming you can cut the cost of tooling by nearly half for every set of tools, then guess what? You’ve just bought a couple of presses.”
With more than 40 years of experience in metalforming and fabrication, Austin has witnessed his share of new technologies, including those affecting hot forming. While there are many classifications of AHSS, the PHS hot-forming process involves heating a boron-alloyed steel prior to forming to achieve a fully austenitic state and greatly improved formability. The heated blank remains in the press with the water-cooled die kept closed under high pressure until the blank’s temperature drops to 150 C, yielding a fully martensitic steel with tensile strength to 2000 MPa.
“Presses and furnaces have grown from initial 800-ton presses with beds large enough for two B-pillars, to 1200-ton presses with larger beds capable of four B-pillars, and more recently, 1600-ton presses with beds capable of large door rings,” says Austin.
|
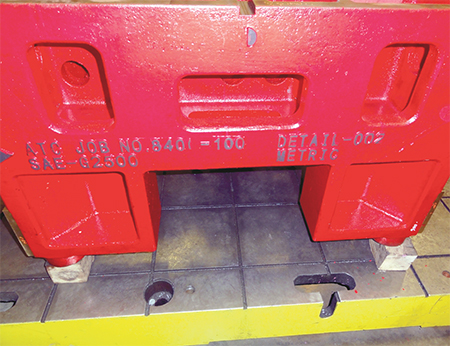
| Hot-form dies resist deflection and uneven quench pressure. |
He continues: “For low-volume production, a pair of single-cavity RH/LH tools often is used, sometimes in the same die set. If the press is large, there may be other parts loaded in the same die set. Using the same coil of material within a die ensures that any variation in material gauge impacts all parts, maintaining balanced contract pressures. That is, unless special press or die-cushion provisions are used to maintain even contact pressure, which helps to maintain uniformity and minimize quench time.
Austin offers additional advice for higher-volume production. “Multiple-cavity tools often provide two pairs of parts per stroke,” he says. “For door-impact beams, for example, it is common to produce four beams per stroke. In some cases, especially now that smaller reinforcements are commonly made with the direct PHS process, six or eight parts are made for each press stroke. Limitations in furnace and automation handling must be accounted for when using smaller blanks. In some cases, connecting blanks together helps heat and move the blanks into the press, and the connection is removed during laser cutting.”







 Video
Video