Lou Kren
Lou KrenTeaming Hydraulic Presses with Robots
February 1, 2018Comments
Rob Bisbee sees quite an uptick in manufacturers across lower-tiers metalformers seeking out robotics to ease the metalforming process, keeping employees out of harm’s way while boosting productivity in various applications. As senior automation engineer at Greenerd Press & Machine Co., Inc., he’s in a position to know. With the Nashua, NH, hydraulic-press provider recently announcing that it has become a Tier One Industrial Authorized Robot System Integrator of automated-equipment manufacturer Fanuc America Corp., Greenerd has full access to Fanuc’s comprehensive roster of robots and related automation. The company has been busy working with metalformers keen on introducing automation into their operations, and MetalForming thought it would be a good time to tap Bisbee’s expertise and find out why hydraulic presses and robots can be an ideal fit.
Robots More Affordable, Easier to Use
While robotic cellular manufacturing has been a popular trend in fabricating applications, more recently, an increasing number of hydraulic-press users have expressed serious interest. Affordability and easier-to-handle technology are major reasons why.
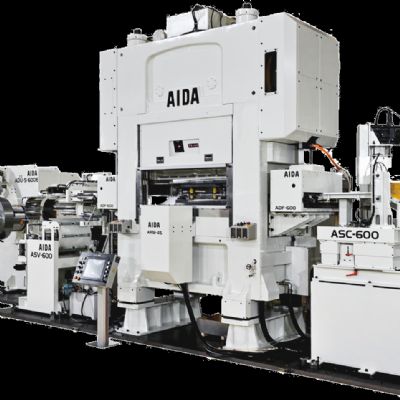
This horizontal-oriented hydraulic press teams with robots to feed and manipulate heavy, large aluminum blanks, and hold part material during a draw operation. With installation of this cell, a metalformer has increased productivity by 233 percent while saving employees from ergonomic risks related to manually manipulating the heavy part material.
“Overall, we have seen a trend of metalformers wanting robotic systems, and we’ve been quoting more of these,” Bisbee offers. “Either they are looking to team a new press with a new robot, or bring in a new press with the ability to tie in robotics later on.”
This holds true across the different tiers, even reaching into ‘mom-and-pop’ operations, as robots become increasingly affordable to buy, program and run. Some can ROI-justify a full robotic press cell, while others with a lower capital-expenditure budget, can install a press now and have it wired and oriented to easily accept robotics down the line.
Why Bring in a Robot?
“Customers tell us that a part is too large, heavy or awkward to handle manually, or placing or orienting blanks involves too much reach into a press,” says Bisbee. “In other cases it is just a matter of speeding production and increasing productivity.”
Simpler operation also can boost the pressroom-robotics trend.
“Due to the increasing ease-of-use when operating robots, less technical expertise is needed to program and run robots, which makes the technology more accessible to metalformers across the board,” Bisbee says. “Not that robot capabilities have decreased —they are way up. But users easily can program robots for many applications these days.”
Key to programming ease are intuitive, smartphone-like user interfaces with real-world language, teach pendants, and even the ability to hit a ‘record’ button to save sequences that can include end-of-arm-tooling actions and robot-arm manipulations. The robot saves those movements to run again in the future, resulting in consistent, repeatable operations.
“This can be done for many simple applications, such as unloading small parts or placing them here or there,” Bisbee says. “More complicated procedures involving multiple-axis movement and various in-press maneuvers require more intricate programming, but even that has become easier.
“You don’t necessarily have to buy a robot just to run a high-volume repetitive job,” he continues. “You can buy it to help with a 100-part run, and then switch over for a different 100-part run. You don’t need a master programmer to program a robot.”
 Video
Video